 2015-05-13
2015-05-13 1505
1505Сущность аргонодуговой сварки состоит в том, что сварочная ванна защищается от воздействия азота и кислорода воздуха инертным газом аргоном, не вступающим ни в какие реакции с расплавленным металлом сварочной ванны (вместо аргона может применяться и гелий). Схема горения сварочной дуги в инертных газах представлена на рис. 46. Аргонодуговая сварка подразделяется на ручную, механизированную и автоматическую. Сварка в аргоне и гелии выполняется как плавящимся, так и неплавящимся (вольфрамовым) электродом.
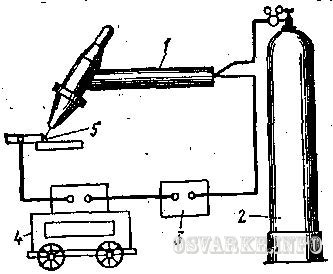
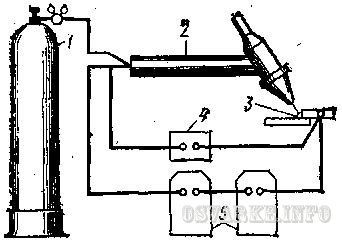
Аргонодуговую сварку применяют для соединения легированных сталей, цветных металлов и их сплавов, ее выполняют постоянным (рис. 47) и переменным (рис. 48) током плавящимся и неплавящимся электродами. Упрощенная схема поста механизированной сварки приведена на рис. 49.
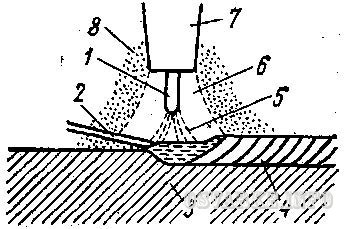
Ручная аргонодуговая сварка выполняется следующим образом: в специальную сварочную горелку подводится инертный газ и сварочный ток, другая фаза сварочного тока подсоединяется к изделию. В этой горелке установлен вольфрамовый электрод, который в процессе сварки не плавится. Дуга горит между вольфрамовым электродом и изделием, а присадочная проволока подается в зону сварочной дуги. При ручной аргонодуговой сварке конец вольфрамового электрода затачивают на конус. Длина заточки, как правило, должна быть равна двум-трем диаметрам электрода.
Дуга зажигается на специальной угольной пластине. Зажигание дуги на основном металле не рекомендуется из-за загрязнения и оплавления конца электрода. Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор)








