2015-05-13
2015-05-13 11972
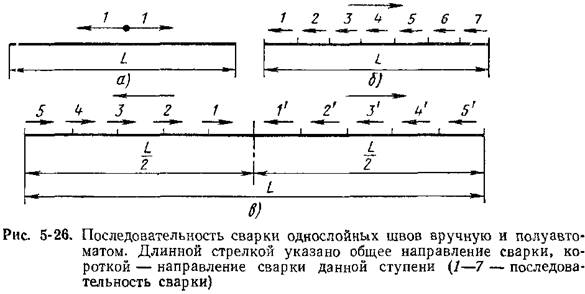
11972При автоматической сварке однослойных швов любой длины и при сварке коротких швов (до 300 мм) вручную их заваривают от начала до конца — напроход. При ручной сварке швов средней длины для уменьшения сварочных деформаций и напряжений их заваривают двумя участками (рис. 5-26, а), или так называемым обратноступенчатым способом (рис. 5-26, б), или же от середины к концам шва (рис. 5-26, в). При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100—-300 мм. Сварку каждого участка (ступени) выполняют в направлении, обратном общему направлению сварки (рис. 5-26, 6).
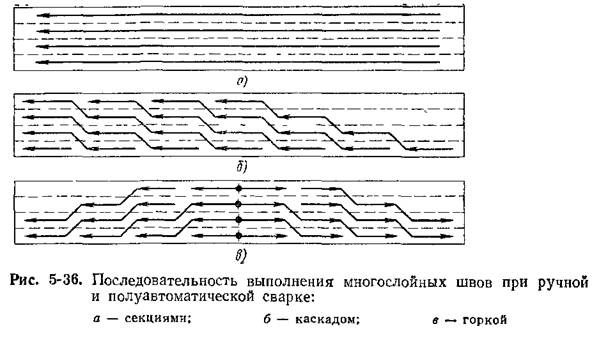
 При автоматической сварке все слои многослойного шва выполняют напроход последовательно один за другим. При ручной сварке с целью уменьшения сварочных деформаций, снижения скорости остывания металла шва и околошовной зоны и уменьшения возможности образования трещин, связанных с недостаточным сечением слоя, применяют сварку секциями, каскадом и горкой (выполненную двумя сварщиками). Сущность этих методов ясна из схем, приведенных на рис. 5-36, а—в. Длина каждой ступени в зависимости от состава основного металла колеблется в пределах 300—600 мм. Каждый последующий слой накладывают на еще не успевший остыть предыдущий слой. Скорости охлаждения околошовной зоны и металла шва невелики, так как нагрев основного металла при наложении каждого слоя является как бы предварительным подогревом перед сваркой последующего слоя.
При автоматической сварке все слои многослойного шва выполняют напроход последовательно один за другим. При ручной сварке с целью уменьшения сварочных деформаций, снижения скорости остывания металла шва и околошовной зоны и уменьшения возможности образования трещин, связанных с недостаточным сечением слоя, применяют сварку секциями, каскадом и горкой (выполненную двумя сварщиками). Сущность этих методов ясна из схем, приведенных на рис. 5-36, а—в. Длина каждой ступени в зависимости от состава основного металла колеблется в пределах 300—600 мм. Каждый последующий слой накладывают на еще не успевший остыть предыдущий слой. Скорости охлаждения околошовной зоны и металла шва невелики, так как нагрев основного металла при наложении каждого слоя является как бы предварительным подогревом перед сваркой последующего слоя.