 2015-05-13
2015-05-13 877
877наплавка деталей в среде защитных газов
При наплавке в среде защитных газов в зону горения дуги под небольшим давлением подается газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота воздуха.
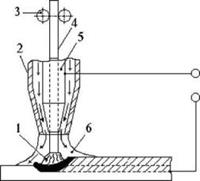 Рисунок -1. Дуговая сварка в защитном газе плавящимся электродом: 1 – электрическая дуга; 2 – газовое сопло; 3– подающие ролики; 4 – электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ
Рисунок -1. Дуговая сварка в защитном газе плавящимся электродом: 1 – электрическая дуга; 2 – газовое сопло; 3– подающие ролики; 4 – электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ
При сварке (наплавке) в среде углекислого газа из сопла горелки 2, охватывающей
поступающую в зону горения дуги электродную проволоку 4, вытекает струя защитного газа 6, оттесняет воздух из сварочной ванны.
Однако в процессе сварки углекислый газ под действием высоких температур диссоциирует:
2СО2<=>2СО+О2. Поэтому сварка идет не в чистом углекислом газе, а в смеси газов СО2, СО и О2. В этом случае обеспечивается практически полная защита расплавленного металла от азота воздуха, но сохраняется почти такой же окислительный характер газовой смеси, каким он был бы при сварке голой проволокой без защиты от атмосферы воздуха.
Следовательно, при сварке и наплавке в среде СО2 необходимо предусматривать меры по раскислению наплавляемого металла.
Эта задача решается использованием сварочных проволок диаметром 0,8–2 мм, в состав которых входят элементы раскислители. Чаще всего это кремний (0,6–1,0%) и марганец (1–2%). При наличии таких компонентов раскисление окислов железа происходит по реакциям 2 FeO + Si ―> SiO2 + 2Fe и FeО + Mn ―> MnO + Fe.
Сварка в среде СО2 имеет целый ряд преимуществ: минимальную зону структурных изменений металла при высокой степени концентрации дуги и плотности тока; большую степень защиты сварочной ванны от воздействия внешней среды; существенную производительность; возможность наблюдения за формированием шва; возможность сваривать металл различной толщины (от десятых долей до десятков миллиметров), производить сварку в различных пространственных положениях, механизировать, автоматизировать технологический процесс; незначительную чувствительность к ржавчине и другим загрязнителям основного металла.








