 2015-05-26
2015-05-26 2564
2564В прошлом номере ЗР Вадим ФЕДОРЧЕНКО изложил первую часть своих рекомендаций по ремонту редуктора заднего моста ”Жигулей” таким образом, чтобы он прослужил дольше нового. Здесь предлагается заключительная часть его рассказа.
|
| Рис. 1. Недеформируемая (жесткая) распорная втулка. Материал – сталь 20. |
Описанный в №11 порядок подбора регулировочного кольца ведущей шестерни можно значительно упростить, если вы собираете редуктор в старом картере. Подшипники 6-7807У и 6-7705У, выпускаемые заводом ВПЗ-15, настолько точны по высоте, что установка новых вместо изношенных не требует изменения толщины регулировочного кольца. Таким образом, при замене главной пары осевое положение новой ведущей шестерни будет отличаться от положения старой только на величину разницы их поправок. Например, на старой шестерне электрографом написано ”-12”, а на новой ”4”. Измерять базу картера с помощью специальной оправки и щупов в данном случае необязательно. Разница двух поправок составит 4 – (-12) = 16. Значит, регулировочное кольцо для новой ведущей шестерни должно быть на 0,16 мм тоньше, чем то, что стояло на старой. При обратном соотношении поправок (на старой ”4”, а на новой ”-12”) кольцо должно быть на 0,16 мм толще. Применять этот способ разумно, если вы уверены, что первоначально редуктор собирали на заводе. Если есть подозрение, что агрегат уже был в ремонте, где горе-мастера могли поставить кольцо произвольно, лучше перестраховаться и измерить базу картера с помощью оправки. Последнюю, кстати, можно сделать из старой ведущей шестерни, приварив к плоскости венца подходящую пластину, а затем проторцевать ее до высоты головки 50–0,02 мм. Шейки под подшипники надо прошлифовать до свободной их посадки.
|
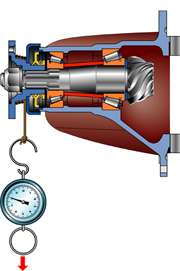
| Рис. 2. Измеряем момент проворачивания шестерни: вместо динамометра – бытовой безмен и бечевка. |
При установке ведущей шестерни в картер имеет смысл отказаться от штатной распорной втулки – ее упругих свойств вряд ли хватит надолго, преднатяг в подшипниках ослабнет и, возможно, уже через год агрегат вновь придется перебирать. Но ничто не мешает нам поставить жесткую, недеформируемую втулку. Именно так, подбирая толщину пакета регулировочных прокладок между жесткой втулкой и подшипником, собирали редукторы в ”дожигулевские” времена – трудоемко, зато надежно! Втулку заказываем токарю (рис. 1), учитывая, что размер 44 мм дан с запасом – постепенно укорачивая деталь (например, напильником или на наждаке), мы установим нужный преднатяг в подшипниках. Как правило, приходится 10–15 раз снимать и ставить шестерню, прежде чем удастся точно подобрать длину втулки. При этом контролируют два параметра: момент затяжки гайки фланца (не менее 12 кгс.м) и момент проворачивания шестерни в подшипниках (16–20 кгс.см). Причем вместо вазовского динамометра 02.7812.9501 вполне сгодятся бытовые весы – безмен с метровым куском бечевки. Один ее конец плотно наматываем на фланец, а за петлю второго зацепляем крючок безмена (рис. 2). Теперь, потянув за кольцо перпендикулярно оси шестерни, можно зафиксировать истинный момент проворачивания, пока бечевка, сматываясь с фланца, равномерно прокрутит его на несколько оборотов. С учетом среднего радиуса намотки (22–25 мм) безмен должен показать 7–9 кг для новых подшипников и 2–3 кг для тех, что уже стояли в редукторе в течение пробега не менее 30 км.
Подобрав длину втулки, вновь разбираем узел, промываем детали и внимательно их осматриваем. При окончательной сборке обязательно ставим новые сальник 2 (рис. 3) и, как правило, маслоотражатель 3 – старый, продавленный непригоден. На фланце 1 не должно быть канавки от работы сальника. Резьбу шестерни обезжириваем растворителем и смазываем надежным клеем (эпоксидным, полиэфирным, ”Моментом” и т. п.). Гайку фланца 27 (обязательно новую – та, которую многократно заворачивали при регулировке, не годится) затягиваем ”от души” – 30 кгс.м резьба выдерживает с большим запасом. Теперь, когда все детали на ведущей шестерне стянуты усилием 60 тонн в жесткий, ”монолитный” блок, можно быть уверенным – долгие годы преднатяг подшипников будет в норме. Приклеенная гайка не отвернется, ослабнуть и разболтаться, как в штатном варианте, здесь ничего уже не может.
|
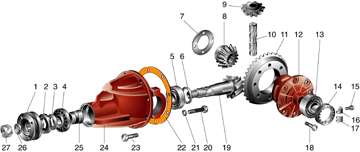
| Рис. 3. Детали редуктора заднего моста: 1 – фланец крепления карданного вала; 2 – сальник фланца ведущей шестерни; 3 – маслоотражательное кольцо; 4 – передний подшипник ведущей шестерни; 5 – задний подшипник ведущей шестерни; 6 – регулировочное кольцо; 7 – опорное кольцо шестерни полуоси; 8 – шестерня полуоси; 9 – сателлит; 10 – палец сателлитов; 11 – ведомая шестерня главной передачи; 12 – коробка дифференциала; 13 – подшипник коробки дифференциала; 14 – регулировочная гайка ведомой шестерни; 15 – болт крепления стопора регулировочной гайки; 16, 17 – стопор регулировочной гайки; 18 – болт крепления ведомой шестерни к фланцу коробки дифференциала; 19 – ведущая шестерня главной передачи; 20 – болт крепления подшипника дифференциала; 21 – пружинная шайба; 22 – картонная прокладка; 23 – специальный болт крепления редуктора к картеру заднего моста; 24 – картер редуктора главной передачи; 25 – распорная втулка; 26 – шайба; 27 – гайка ведущей шестерни заднего моста. |
Переходим к сборке дифференциала. На ”Жигулях” этот узел выполнен превосходно и поэтому очень надежен. В отличие от дифференциалов переднеприводных машин, здесь есть возможность полностью убрать зазор в зацеплении полуосевых шестерен и сателлитов. К тому же пальцу сателлитов 10 не позволяет выпасть сама шестерня главной пары 11 – это гораздо надежнее штифтов и стопорных колец. При сборке все детали, кроме опорных шайб 7, как правило, остаются ”родные”, лишь на машинах с большим пробегом иногда приходится заменять полуосевые шестерни 8, если у них изношены шлицы. Изредка прибегают к замене пальца 10 – сателлиты 9 ”проедают” в нем канавки, когда машину эксплуатируют на глинистых или заснеженных дорогах с частой пробуксовкой одного из ведущих колес.
При сборке узла обычно требуется поставить новые опорные шайбы 7 – более толстые, чем ”родные”. Полуосевые шестерни должны быть посажены в дифференциал плотно, но проворачиваться от руки – именно это обеспечивает ”жигулевским” мостам бесшумную и плавную, без рывков, работу (что всегда вызывало зависть владельцев ”москвичей”). Всего есть семь типоразмеров опорных шайб толщиной от 1,8 до 2,1 мм (через каждые 0,05 мм), причем для любого редуктора одинаково пригодны как бронзовые (”классические”), так и стальные (”нивовские”). Если нет шайб нужной толщины, их легко сделать на токарном станке – деталька-то примитивная.
Завершающий этап – установка дифференциала в сборе с ведомой шестерней главной пары в картер. Наживив гайки подшипников 14 и проверив легкость их вращения в резьбе, затягиваем как следует (4,4–5,5 кгс.м) болты 20, убедившись, что ни одна из четырех гроверных шайб 21 не расползлась из-под шестигранной головки. В противном случае ее следует сразу заменить, иначе редуктор развалится на ходу, не протянув и тысячи километров.
|
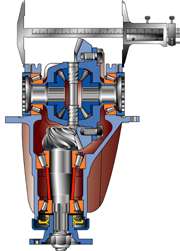
| Рис. 4. При затяжке гаек крышки подшипников раздвинутся на 0,2 мм, что легко измерить штангенциркулем. |
Отрегулировать боковой зазор в главной паре и преднатяг подшипников дифференциала можно и без чудовищного по сложности приспособления с двумя индикаторами (А.95688/R), упомянутого в инструкции. Все это громоздкое хозяйство вполне заменит большой штангенциркуль (рис. 4). Измеряем расстояние между крышками подшипников до затяжки гаек и после. Разница должна составить 0,2 мм – это и обеспечивает нужный преднатяг. Чтобы одновременно отрегулировать и боковой зазор в шестернях, обычно действуют по следующей методике. Вращением одной из гаек 14 (другая только наживлена) подводят ведомую шестерню к ведущей до полного устранения зазора в зацеплении. Затем заворачивают до упора и затягивают на 1–2 зуба другую гайку, при этом штангенциркуль показывает увеличение расстояния между крышками подшипников примерно на 0,1 мм. Теперь проверяем боковой зазор, причем безо всякого индикатора. Требуемые 0,08–0,13 мм – не что иное, как минимально ощутимый пальцами люфт в зацеплении, сопровождающийся легким стуком зуба о зуб. Достаточно едва-едва раздвинуть шестерни от беззазорного положения, чтобы он появился. Дополнительно подтягивая обе гайки 14, добиваемся расхождения крышек подшипников до 0,2 мм при сохранении требуемого зазора в главной паре.
Перед тем как установить стопорные пластины 16 и 17, медленно проворачиваем ведомую шестерню на три оборота, прощупывая люфт в зацеплении на каждом зубе. Если он минимален и равномерен для любого положения шестерен, считайте, что редуктор отрегулирован идеально. Если в каком-то секторе зубьев зазор исчезает, вызывая тугое проворачивание главной пары, агрегат надо вновь разбирать. Биение коробки дифференциала 12 легко устранить в токарном станке, проторцевав привалочную плоскость под ведомую шестерню. А можно просто поставить новую коробку. Отдельные ”специалисты” порой допускают установку ”кривой” коробки дифференциала, регулируя боковой зазор в самом тугом положении. Но поскольку наш сегодняшний разговор посвящен индивидуальной и высококачественной сборке редуктора ”для себя”, подобные рекомендации здесь неприемлемы.
Итак, редуктор ”штучного изготовления” готов прослужить вам до списания машины. Но прежде чем ставить его на место, убедитесь, что балка заднего моста не погнута. Такое нередко бывает после езды с перегрузкой, а несоосность полуосей быстро выводит из строя их шлицевое соединение с шестернями дифференциала. Для проверки вовсе не обязательно иметь огромную поверочную плиту, фланцы, призмы и прочее, перечисленное в инструкции. Достаточно просто посмотреть сквозь пустую балку – все четыре отверстия для полуосей (два во фланцах и два около полости редуктора) должны располагаться строго на одной линии, а малейшее искривление сразу заметно на глаз. В этом случае балку придется заменить.








