 2015-06-04
2015-06-04 3973
3973В последнее время используется несколько вариантов работы полуавтоматов для выделки ампул, которые при сохранении общей принципиальной схемы позволяют получать безвакуумные ампулы.
Так, в одном варианте на позиции 6 (см. рис. 6) в момент отрезки капилляра корпус ампулы нагревается специально дополнительной горелкой. При этом воздух внутри её, нагреваясь, расширяется, возникает его избыточное давление и в месте отпайки, где стекло находится в расплавленном состояний, из ампулы прорывается воздух, оставляя. в этом месте небольшое отверстие. Наличие отверстия приводит к тому, что при дальнейшем охлаждении вакуум внутри ампулы не образуется. Другой вариант основан на том, что в позиции 6 при отпайке (см. рис. 6) нижний патрон освобождает зажимы и под действием силы тяжести ампулы в месте отпайки вытягивается в очень тонкий капилляр, который при одновременном падении и вращении ампулы отламывается. Герметичность внутри ампулы за счет этого капилляра нарушается, и они получаются безвакуумными.
На химико-фармацевтических заводах применяют полуавтоматы, позволяющие за один оборот ротора получить две безвакуумные ампулы. Общий принцип работы полуавтомата, описанный выше сохраняется. Различие состоит в том, что участок обогрева оттяжными горелками с широким пламенем значительно больше. Кроме того, с помощью специального устройства капилляр в средней его части отрезается в нагретом состоянии, поэтому получаются безвакуумные ампулы.
Отжиг ампул производится в 4-е этапа:
- ампулы нагревают до температуры размягчения стекла 600-700 0С (или 440-620 0С);
- выдерживают при этой температуре 7-10 минут для исчезновения остаточного напряжения, затем ампулы медленно охлаждают до 100 ОС (или 200 ОС) с тем, чтобы снова не возникло остаточное напряжение;
- ампулы быстро охлаждают до комнатной температуры (или 60 ОС).
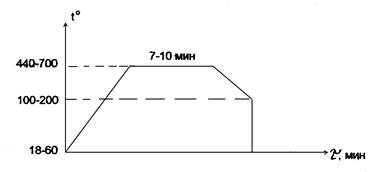
Рис. 7. Схема отжига ампул
Отжиг производится в специальных туннельных печах Мариупольского завода технологического оборудования (рис.8).
Ампулы помещают капиллярами вверх и подают на стол загрузки (5), расположенном на корпусе печи (1). С помощью цепного конвейера (8) они продвигаются через туннель, проходя поочередно камеры нагрева (2), выдержки (3) и охлаждения (4). В камере нагрева и выдержки в верхней части размещаются газовые горелки (7) с инфракрасными излучателями типа ГИИВ-2. Нижние чугунные плиты, составляющие под печи, обогреваются горелками инжекторного типа (7). После отжига кассета с ампулами (9) направляется на стол выгрузки и затем непосредственно в ампульный цех для ампулирования.
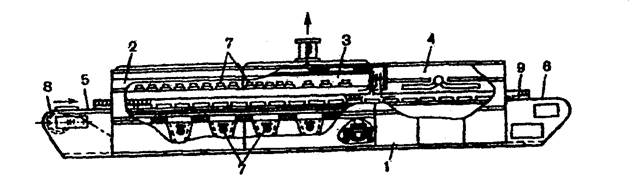
Рис.8. Печь с газовыми горелками для отжига ампул (Л.А. Иванова, 1991)

