 2015-06-24
2015-06-24 948
9483.1 Описание конструкции и расчет станочного приспособления
В качестве станочного приспособления на операции 005 Токарная с ЧПУ применяется трех кулачковый самоцентрирующийся, рычажно-клиновой патрон с гидравлическим приводом. Такие патроны в основном применяются в среднесерийном и крупносерийном типах производства для закрепления деталей обрабатываемых на различных токарных и револьверных станках. При переналадке таких патронов необходимо устанавливать и закреплять накладные кулачки на требуемый размер обрабатываемой детали.
Установка кулачков патрона на требуемый размер обрабатываемых деталей производится вращением винта 12, на конце которого имеется зубчатое колесо 14, находящееся в зацеплении с плоским центральным зубчатым колесом 15. При вращении зубчатое колесо 15 через зубчатые колеса 14 поворачивает остальные винты 12, которые перемещают все кулачки в положение, соответствующее размеру обрабатываемой детали.
При зажиме деталей по внутреннему диаметру необходимо переставить в пазах патрона кулачки 13, повернув их на 180°.
Гидропривод закрепляется на фланце, установленном на заднем конце шпинделя станка, состоит из гидроцилиндра в котором размещается поршень со штоком, крышки в отверстие которой запрессован хвостовик, и невращаящейся маслораспределительной муфты.
Закрепление осуществляется от распределительного крана масло под давлением по трубопроводу подводится к штуцеру, затем, пройдя по каналам в хвостовике, крышке и гидроцилиндре, поступает в штоковую полость и перемещает поршень со штоком. При этом шток через тягу и винт перемещает втулку в корпусе вниз. В корпусе патрона на осях установлены три рычага с отношением плеч 3:1. На концах рычагов подвижно установлены сухари, которые входят в пазы втулки и в пазы основания кулачков. При движении вниз втулка поворачивает на осях рычаги, короткие плечи которых перемещают кулачки к центру, и деталь зажимается.
После обработки детали распределительный кран переключается, масло под давлением подводится ко 2 штуцеру и, пройдя по каналу в хвостовике, поступает в бесштоковую полость гидроцилиндра и перемещает поршень со штоком вверх. При этом шток через тягу перемещает втулку с вертикальными плечами рычагов вверх, а горизонтальные плечи этих рычагов разводят кулачки, и деталь разжимается.
Расчет зажимного механизма производим по методике изложенной в литературе [ ]
Рассчитываем суммарную силу зажима в кулачковых патронах и осевой силы на штоке механизированного привода производим по формуле
 , (74)
, (74)
где K – коэффициент запаса;
 – сила создающая на обрабатываемой детали крутящий момент;
– сила создающая на обрабатываемой детали крутящий момент;
 – радиус обрабатываемой части детали;
– радиус обрабатываемой части детали;
f – коэффициент трения между рабочей поверхностью кулачков и обрабатываемой деталью;
R – радиус зажатой кулачками детали.
Определяем силу создающую на обрабатываемой детали крутящий момент по формуле
 , (75)
, (75)
где  – сила резания, зависящая от метода обработки, режущего и обрабатываемого материала;
– сила резания, зависящая от метода обработки, режущего и обрабатываемого материала;
t – глубина резания, мм;
 –подача, мм /об;
–подача, мм /об;
V – скорость резания, м/мин;
 – коэффициент резания;
– коэффициент резания;
x, y, n – показатели степени.
 Н
Н
 Н
Н
Силу Q на штоке механизированного привода для рычажных кулачковых патронов определяют в зависимости от требуемой силы зажима обрабатываемой детали по формуле
 , (76)
, (76)
где  –
–
 – вылет кулачка от середины его опоры в пазу патрона до центра приложения силы зажима W;
– вылет кулачка от середины его опоры в пазу патрона до центра приложения силы зажима W;
 – коэффициент трения между направляющей поверхностью кулачка и пазом корпуса патрона;
– коэффициент трения между направляющей поверхностью кулачка и пазом корпуса патрона;
 – длина направляющей части кулачка, соприкасающаяся с пазом корпуса патрона;
– длина направляющей части кулачка, соприкасающаяся с пазом корпуса патрона;
 –угол наклона пазов скользящей втулки для клиновой пары патрона;
–угол наклона пазов скользящей втулки для клиновой пары патрона;
 –угол трения наклонной поверхности клиновой пары патрона.
–угол трения наклонной поверхности клиновой пары патрона.
 Н
Н
Определяем диаметр поршня гидроцилиндра по формуле
 , (77)
, (77)
где p – давление создаваемое в гидросистеме;
 – КПД гидроцилиндра.
– КПД гидроцилиндра.
 мм.
мм.
Принимаем поршень гидроцилиндра по ГОСТ 6540-68 равный ∅63 мм.
3.2 Описание конструкции и расчет режущего инструмента
На операции 010 Сверлильная с ЧПУ, переход 6 Сверлить 10 отверстий, выдерживая размеры 8, 9 в качестве режущего инструмента применяется спиральное сверло с коническим хвостовиком.
Сверло имеет достаточно сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки и шириной пера, толщиной сердцевины.
Оно состоит из рабочей и присоединительной части.
Рабочая часть сверла изготавливается из различных марок быстрорежущих сталей и твердых сплавов, выбор которых, а так же геометрических параметров зависит от условий работы и обрабатываемого материала.
Присоединительная часть (хвостовик) изготавливается из сталей 45 или 45Х и приваривается к рабочей части.
Расчет всех параметров и размеров производим по методике изложенной в литературе [ ].
Производим расчет заднего угла по формуле
 , (78)
, (78)
где  - задний угол табличный;
- задний угол табличный;
d – диаметр сверла.

Производим расчет угла наклона винтовой канавки по формуле
 , (79)
, (79)
где  - угол наклона винтовой канавки табличный
- угол наклона винтовой канавки табличный

производим расчет диаметра сверла по формуле
 , (80)
, (80)
где  – диаметр отверстия;
– диаметр отверстия;
 – верхнее отклонение отверстия;
– верхнее отклонение отверстия;
 – допуск отверстия.
– допуск отверстия.
 мм
мм
Выбранное значение анализируем с точки зрения на разбивку по формуле
 , (81)
, (81)

0,0317>0,0248
Производим расчет износа сверла по формуле
 , (82)
, (82)
где  - нижнее отклонение диаметра отверстия.
- нижнее отклонение диаметра отверстия.

0,398>0,013
Определяем ширину ленточки сверла по формуле
 , (83)
, (83)
 мм
мм
Производим расчет высоты ленточки сверла по формуле
 , (84)
, (84)
0,025*11,2=0,28 мм
Производим расчет диаметр спинки сверла по формуле
 , (85)
, (85)
 мм
мм
Принимаем центральный угол  .
.
Определяем ширину пера по формуле
 , (86)
, (86)
 мм
мм
Определяем толщину сердцевины сверла по формуле
 , (87)
, (87)
 мм
мм
Определяем геометрические параметры хвостовика сверла по ГОСТ 25557-82. Рисунок конуса Морзе приведен ниже.
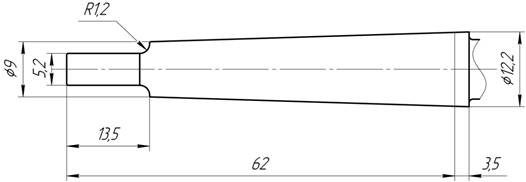
Рисунок 7 - Эскиз хвостовика
Определяем длину сверла по формуле
 , (88)
, (88)
где  – длина отверстия с учетом резания и перебега;
– длина отверстия с учетом резания и перебега;
 – запас для выхода стружки из отверстия;
– запас для выхода стружки из отверстия;
 – длина кондукторной втулки;
– длина кондукторной втулки;
 – длина стачивания;
– длина стачивания;
 – длина стружечной канавки неполной глубины;
– длина стружечной канавки неполной глубины;
 – длина шейки;
– длина шейки;
 – длина хвостовика
– длина хвостовика
 мм
мм
Определяем крутящий момент по формуле
 , (89)
, (89)
где  – коэффициент, выбираемый по нормативам;
– коэффициент, выбираемый по нормативам;
 и
и  – показатели степени;
– показатели степени;
 – коэффициент, зависящий от обрабатываемого материала.
– коэффициент, зависящий от обрабатываемого материала.
 КН*м
КН*м
Определяем осевую силу резания по формуле
 , (90)
, (90)
где  – коэффициент, выбираемый по нормативам;
– коэффициент, выбираемый по нормативам;
 и
и  – показатели степени.
– показатели степени.
 Н
Н
Производим проверку сверла на прочность по формуле
 , (91)
, (91)
где  – отношение толщины сердцевины к диаметру сверла;
– отношение толщины сердцевины к диаметру сверла;
 – отношение ширины пера к диаметру сверла;
– отношение ширины пера к диаметру сверла;
 МПа – предел прочности материала сверла на кручение;
МПа – предел прочности материала сверла на кручение;
 – диаметр спинки сверла.
– диаметр спинки сверла.

1,1<3.4 КН*м
Производим проверку сверла на жесткость по формуле
 , (92)
, (92)
где  – коэффициент, учитывающий завитость сверла;
– коэффициент, учитывающий завитость сверла;
 – модуль упругости материала сверла;
– модуль упругости материала сверла;
 – минимальный момент инерции сверла;
– минимальный момент инерции сверла;
 – вылет сверла из шпинделя.
– вылет сверла из шпинделя.

1920<2674 Н.
3.3 Описание конструкции и расчет мерительного инструмента
На операции 010 Сверлильная с ЧПУ, переход 5 Сверлить 2 отверстия К на проход, выдерживая размеры 12, 13 в качестве мерительного инструмента применяется двухсторонняя предельная калибр пробка.
Калибры для контроля гладких отверстий подразделяют на проходные (обозначают ПР) и непроходные (обозначают НЕ).
Гладкие калибры для контроля отверстий выполняют в форме цилиндров (прототип контролируемого отверстия), поэтому их называют пробками. Калибр пробка ПР отличается от НЕ значительно большей выстой цилиндра.
Расчет всех параметров и размеров производим по методике изложенной в литературе [ ].
Определяем наибольший размер проходной пробки по формуле
 , (93)
, (93)
 , (94)
, (94)
 мм
мм
 мм
мм
Определяем исполнительный размер проходной пробки
 мм
мм
Определяем наибольший размер непроходной пробки по формуле
 , (95)
, (95)
 , (96)
, (96)
 мм
мм
 мм
мм
Определяем исполнительный размер непроходной пробки
 мм
мм
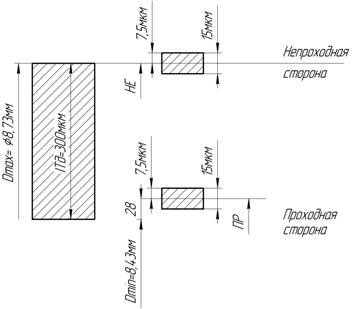
Рисунок 8 - Схема расположения полей допусков калибра








