 2015-06-24
2015-06-24 1097
1097Некоторые металлы или сплавы требуют специальных способов паяния.
Свинец. При нагревании свинец настолько быстро окисляется, что паяние его приходится вести в восстановительной атмосфере, которая предохраняет спаиваемые места от окисления и дает возможность припою легко соединяться с основным металлом. Восстановительная атмосфера образуется в результате применения для нагревания горелки, в которую поступает водород и 'кислород воздуха, причем водород всегда должен быть в избытке. В качестве припоя применяют свинец. Применение свинцово-оловянных припоев нежелательно, так как шов тогда начинает коррозировать в кислотах.
Цинк. Для паяния цинка применяют обычные свинцово-оловянные припои. Рекомендуем применять припой ПОС 30 в смеси с хлористым флюсом. Если цинк чистый, то при паянии его обычно применяют насыщенный раствор хлористого цинка или разбавленную соляную кислоту. Если паяется загрязненный цинк или цинковый сплав, то при использовании в качестве флюса соляной кислоты в месте травления образуется черное отложение (поэтому рекомендуют применять соляную кислоту с хлористым аммонием). Заметим, что двойные флюсы в большей степени предохраняют металл от коррозии, чем обыкновенный флюс. При паянии свинцово-оловянными припоями лучше применять флюс, содержащий хлористый аммоний и насыщенный раствор хлористого цинка, взятые в соотношении 1:5 (по массе). Для оловянно-кадмиевых припоев в качестве флюса рекомендуют брать едкий натр. При паянии цинковых сплавов, содержащих свыше 2% алюминия (детали, изготовленные способом литья под давлением), применяют те же методы, что и при паянии алюминия или сплавов. В этом случае применяют припои оловянно-цинковые, а в качестве флюсов берут соляную кислоту, вазелин или стеарин. Иногда применяют флюс, состоящий из 85% стеариновой кислоты и 15% хлористого натрия.
Чугун. Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция — предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, надо острым зубилом снять с обоих краев ее небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Припаивание металлов к стеклу, кварцу, фарфору. При припаивании металла к стеклу и другим подобным материалам необходимо на место паяния осадить гальваническим способом слой металла и далее производить паяние обычным способом.
Припаивание стеклянных изделий к металлу (например, при соединениях стеклянных трубок с металлическими фланцами и т. п.) производят так: предварительно поверхность стекла шлифуют наждачной бумагой, затем тряпкой в шероховатую поверхность втирается графит, и на это место осаждают медь в гальванической ванне. Далее производится паяние и вторичное осаждение меди (или никеля).
Кварц. Кварцевую деталь тщательно очищают и обезжиривают последовательной промывкой в азотной кислоте, щелочи и воде. На очищенную деталь наносят слой серебра с помощью двух растворов (содержание компонентов дано в граммах).
Раствор 1 (серебрильный): Вода - 200. Азотнокислое серебро - 2. Аммиак - до растворения осадка.
Раствор 2 (восстановительный): Вода – 1000. Азотнокислое серебро – 10. Сегнетова соль - 3,3. Сахар-рафинад - 3,3.
Растворы 1 и 2 сливают вместе и наносят на поверхность детали с таким расчетом, чтобы вся подлежащая серебрению площадь была покрыта раствором. Непосредственно перед серебрением деталь следует обработать в течение 1—2 мин. 1%-ным раствором хлористого олова и промыть дистиллированной водой. Процесс серебрения длится 20—30 мин до получения осадка золотистого оттенка. Посеребренную деталь ополаскивают и просушивают при 50—70°С. После просушки на полученный слой серебра электролитически наращивают слой меди требуемой толщины из кислой медной ванны. Точно так же производят серебрение и меднение на фарфоре.
Алюминий. Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником). Насадку изготовляют из стали марки У-7 и закаливают, с тем, чтобы зубцы не срабатывались. Насадку вытачивают токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника. Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если облуженное место шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью. При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву. Для паяния алюминиевых сплавов рекомендуются припои ПОС 50 и ПОС 90. Флюсом служит минеральное масло (особенно рекомендуется оружейное). Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки. Паяние ведут мощным, хорошо прогретым паяльником. Перед началом паяния металл следует хорошо прогреть. Для паяния алюминиевых сплавов выпускается и специальный припой П250А, он состоит из 80% олова и 20% цинка. Флюсом служит смесь йодида лития (2.—З г) и олеиновой кислоты (20 г). Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью. Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Паяние изделий с тонкими швами. Для паяния таких изделий (например, цепочек, колец или иных ювелирных изделий) применяют специальный припой, состоящий из смеси равных частей — борной кислоты, цинка (тонкого цинка), меди, фосфора, которые замешивают на касторовом масле. В этот припой изделия окунают, и припой проникает в стык изделия. Затем изделия присыпают тальком для удаления лишнего припоя, оставшегося на поверхности изделия, после чего изделие интенсивно нагревают на газовой горелке с температурой 1000°С. При быстром нагревании припой дает микровспышку, при этом температура повышается до 1200°С.
Паяние твердыми припоями. Для паяния изделий из меди и латуни, при паянии наиболее ответственных швов, применяют твердые припои, состоящие из сплава меди и цинка. К таким припоям относится латунь марки Л-63, которая содержит меди от 62 до 65%, остальное цинк, а также припои с содержанием меди — 51%, цинка — 44 и олова — 5%. Добавка олова придает припою пластичность и улучшает растекаемость по металлу. Температура плавления припоя Л-63—950°С, припоя с оловом — 860°С. Для паяния тонких изделий применяют припои в виде опилок, на одну часть припоя берут одну часть флюса — прокаленную буру. Паяние производят в струе пламени от паяльной лампы,
Флюсы. При паянии флюсы играют роль химических растворителей и поглотителей окислов. В процессе паяния они предохраняют металл от окисления и создают условия для смачивания металла припоем. При работе со свинцово-оловянными припоями в качестве флюсов применяют соляную кислоту, хлористый цинк, борную кислоту, буру, хлористый аммоний и др. К флюсам, не производящим химического действия, относятся: канифоль, воск, вазелин, оливковое масло и др. Эти флюсы образуют покрытие на поверхности металла, защищающее его от окисления.
Раствором соляной кислоты пользуются при паянии свинцово-оловянными и другими мягкими припоями. Хлористый цинк — хорошее флюсующее средство для паяния латуни, меди, железа и других металлов и сплавов. Для приготовления хлористого цинка, нарезав мелкими кусочками цинк, «растворяют» в соляной кислоте, и затем приготовленный хлористый цинк разбавляют равным объемом воды. Нашатырь (хлористый аммоний) хорошо растворяет жировые вещества. Буру применяют как в растворенном, так и в твердом виде. Вместо буры можно также брать порошок стекла. Жидкое стекло тоже применяют в качестве флюса.
Флюс для паяния алюминия состоит из тунгового масла, канифоли и кальцинированного хлористого цинка, взятых в соотношении 3:2:1 (по массе). Для удаления окислов на алюминии при паянии применяют мелкие стальные опилки, которые в процессе паяния сдирают образующийся окисел.
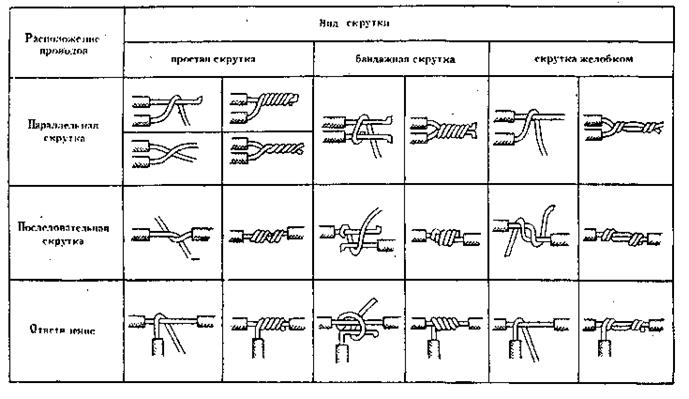
Основные виды соединений проводов под пайку
Тема 18: Пример поиска перегоревшей лампы в ёлочной гирлянде
 Ответ:
Ответ:
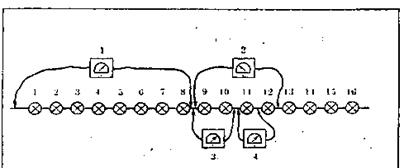
Рис. Пример поиска перегоревшей лампы в елочной гирлянде.
В елочной гирлянде последовательно включены 32 лампочки. Как за минимальное время найти перегоревшую, если их цветные колбы не прозрачные? При последовательной проверке каждой лампочки в худшем случае придется сделать 31 измерение. Такой метод поиска будет самым длительным.
| Порядковый номер измерения | Результат измерения | Вывод по результату измерения |
| обрыва нет | обрыв в лампах 9 — 16 | |
| обрыв | обрыв в лампах 9 — 12 | |
| обрыва нет | обрыв в лампах 11 — 12 | |
| обрыва нет | обрыв в лампе 1 2 |
Рассмотрим другой метод, заключающийся в делении всей гирлянды на 2 равные по числу ламп группы, определении группы с перегоревшей лампой путем проверки группы в целом, очередном делении уменьшившейся группы на 2 части и т. д. до нахождения перегоревшей лампы. Этот принцип будет оптимальным, так как, где бы ни находилась перегоревшая лампа, мы найдем ее в нашей гирлянде максимум за 5 измерений, в гирлянде из 16 ламп — за 4 измерения. Этот простой пример показывает преимущество системного подхода к поиску неисправности.
Тема 19: Необходимо ли в проекте делать расчеты освещения?
Ответ: «Санитарные правила и нормы – «СанПиН 2.2.1/2.1.1.1278-03 "Гигиенические требования к естественному, искусственному и совмещенному освещению жилых и общественных зданий" (утв. Главным государственным санитарным врачом РФ 6 апреля 2003 г.), дата введения: 15 июня 2003 г.
П. 1.5. Гигиеническая оценка освещения жилых и общественных зданий проводится для установления соответствия настоящим санитарным правилам. Расчеты освещения являются обязательным разделом в составе предпроектной и проектной документации.
Тема 20: Модуль защиты ламп накаливания ASP-L1-500, ASP-L1-700
1. Общее описание:
Модуль защиты ASP-L1 предназначен для продления срока службы всех видов ламп накаливания, в том числе и галогенных. Он защищает лампы от бросков тока в момент включения, путём плавной подачи напряжения. Модуль рассчитан на совместную работу с лампами на напряжение 220 вольт.
2. Основные параметры:
| Наименование параметра | Номинальное значение параметра |
| 1. Напряжение сети, В | |
| 2.Частота, Гц | 50 - 60 |
| 3.Мощность нагрузки, не более Вт | 500 или 700 |
| 4.Время разогрева нити накаливания, сек. | |
| 5.Диапазон рабочих температур, градусы С | -20 T +40 |








