 2015-08-21
2015-08-21 948
948Чистая масса детали – 7,5 килограмм. Т.к. отливка изготавливается из двух полудеталей её масса – 15 килограмм. По данной массе отливки, рекомендуемое количество стояков - 5, а их диаметр 1.4 см. Исходя из этого рассчитывается суммарная площадь стояков.
ƩFст = 5 * ((3,14*  )⁄4) = 7,693
)⁄4) = 7,693
Размеры литникового хода также зависят от массы отливки. 
a = 2.5 см; b = 3.5 см; h = 3.5 см;
Литниковый ход двухсторонний.
ƩFлх = ((a+b)/2)*h*2 = 21 см2;
 δ
δ
Размеры питателя.
Lmin = 3.5*Fст*2 = 53.851;
Lmax = 4.5*Fст*2 = 69.237;
L = 61.541 см;
δ = 0,5 см;
C = 8 см;
Количество питателей - 8.
ΣFпит = 61,541*0,5 = 30,772
ΣF:ΣF:ΣF = 1:3:4
Расчет максимально допустимых скоростей.
Ri - гидравлический радиус.
ΣPi - суммарный периметр.
ΣFi - суммарная площадь.
Rст = ΣFст/ΣPст = 7.693/23.8 = 0.3246 см;
Vmax.ст = 65/Rст = 200.25 см/c;
Rлх = ΣFлх/ΣPлх = 21/26 = 0.80 см;
Vmax.лх = 42/Rлх = 52.5 см/с;
Rпит = ΣFпит/ΣPпит = 30.772/136 = 0.226 см;
Vmax.пит = 12/Rпит = 12/0.226 = 53.097 см/c;
Для подтверждения полученных размеров литниково-питатающей системы необходимо: вычислить фактическую скорость расплава в стояке по монограмме и сравнить сравнить ее с максимально допустимой скоростью в стояке. Температура заливки: т.к. преобладающая толщина отливки 6мм, сплав АЛ9(АК7ч), а наибольшая размер отливки по горизонтали больше 200 мм, то температура заливки 720°C.
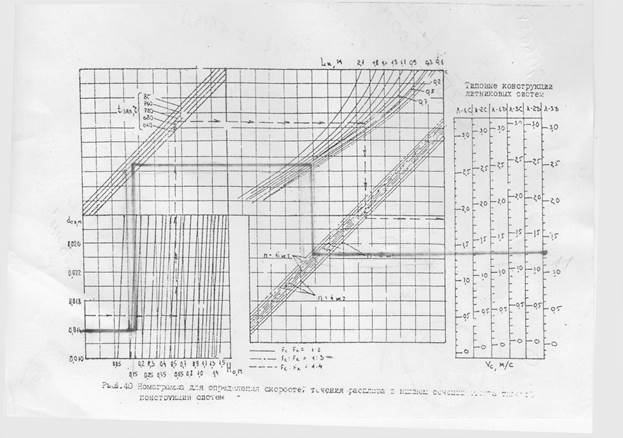
Фактическая скорость в стояке по монограмме составляет Vфак.ст = 1.3 м/с;
Фактическая скорость в литниковом ходе Vфак.лх = 0.43 м/с;
Фактическая скорость в питателях Vфак.п = 0.32 м/с;
Фактическая скорость в сечениях меньше максимально допустимой, а следовательно турбулентных течений в отливке не возникает.








