 2015-09-06
2015-09-06 357
357Проектирование фрез для заданных условий выполнения операции фрезерования (см. табл. 1) осуществляют в указанной ниже последовательности. При этом необходимо учитывать:
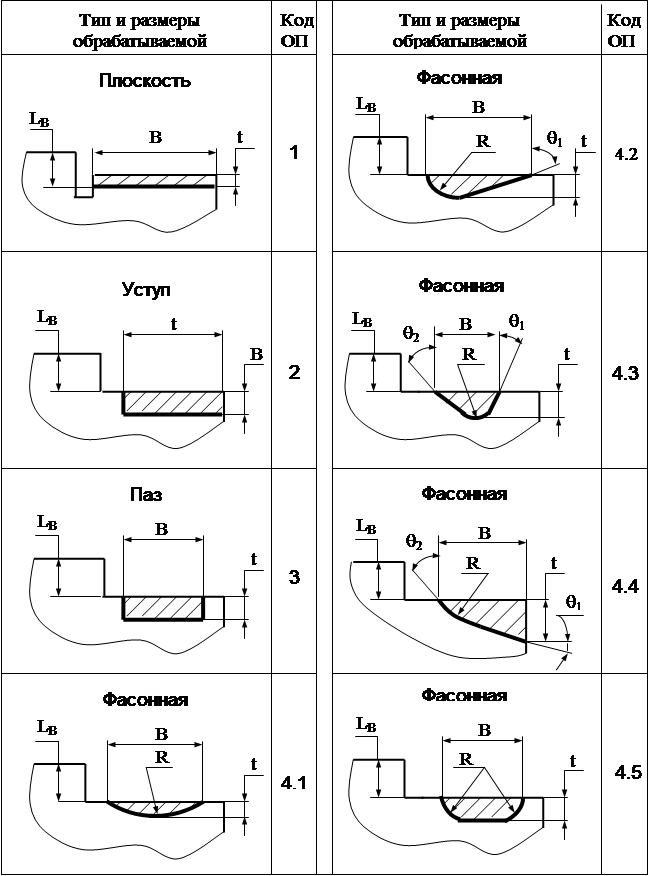
- контуры обрабатываемых поверхностей деталей выделены на эскизах утолщенными линиями (см. табл. 2);
- вид обработки определяется заданной в исходных данных (см. табл.1) шероховатостью обработанной поверхности: при Rа = 25…12,5 мкм - обработка черновая, при Rа = 6,3…3,2 мкм – обработка чистовая;
- при работе насадными цилиндрическими, дисковыми трехсторонними и дисковыми фасонными фрезами ось фрезы расположена горизонтально; при работе торцевыми и концевыми фрезами – вертикально (рис. 1);
- обработка однопроходная;
- направление вектора скорости движения подачи фрезы перпендикулярно плоскости эскиза обрабатываемой поверхности (см. табл. 2);
- инструментодержатель фрезерного станка - шпиндель с посадочным
отверстием с конусностью 7: 24 с конусом 50 по ГОСТ 15945-82;
-
Таблица 1
Исходные технологические данные операции фрезерования
| № вар. | Вид фрезы | Параметры обрабатываемой поверхности (ОП) | Обрабатываемый материал | Lo, мм | Lв, мм | N, кВт | ||||||||
| Код ОП | В, мм | t, мм | R, мм | q1, град | q2, град | Rа, мкм | Марка | sВ, МПа | НВ | |||||
| КК | - | - | - | - | - | |||||||||
| Ц | - | - | - | 12,5 | СЧ25 | - | ||||||||
| ДТ | - | - | - | 6,3 | 40ХС | - | ||||||||
| Ф | 4.5 | - | - | 12,5 | СЧ15 | - | ||||||||
| Т | - | - | - | 3,2 | 40Х | - | - | |||||||
| ДТ | - | - | - | 12,5 | CЧ35 | - | ||||||||
| Ф | 4.2 | - | 6,3 | 30ХМ | - | |||||||||
| КЦ | - | - | - | 3,2 | 40Л | - | - | |||||||
| Т | 1,5 | - | - | - | 3,2 | - | - | |||||||
| Ц | - | - | - | СЧ30 | - | |||||||||
| Ф | 4.3 | 6,3 | 18ХГ | - | ||||||||||
| КК | - | - | - | СЧ35 | - | - | ||||||||
| ДТ | - | - | - | 12,5 | - | |||||||||
| Ц | - | - | - | 3,2 | СЧ20 | - | ||||||||
| Т | - | - | - | 6,3 | 45Х | - | - | |||||||
| Ф | 4.1 | 12,5 | - | - | 6,3 | 65Г | - | |||||||
| КЦ | - | - | - | 12,5 | СЧ30 | - | - | |||||||
| ДТ | - | - | - | 3,2 | 40ХН | - | ||||||||
| Ц | - | - | - | - | ||||||||||
| Ф | 4.4 | 12,5 | CЧ35 | - | ||||||||||
| КК | - | - | - | 38ХС | - | - | ||||||||
| Т | 0,5 | - | - | - | 12,5 | 50Л | - | - | ||||||
| ДТ | - | - | - | 6,3 | СЧ21 | - | ||||||||
| Ф | 4.3 | СЧ30 | - | |||||||||||
 25 25
| Ц | - | - | - | 12,5 | 20Л | - |
 Окончание табл.1
Окончание табл.1
Исходные технологические данные операции фрезерования
| № вар. | Вид фрезы | Параметры обрабатываемой поверхности (ОП) | Обрабатываемый материал | Lo, мм | Lв, мм | N, кВт | ||||||||
| Код (ОП) | В, мм | t, мм | R, мм | q1, град | q2, град | Rа, мкм | Марка | sВ, МПа | НВ | |||||
| ДТ | - | - | - | 3,2 | СЧ25 | - | ||||||||
| Ф | 4.3 | 6,3 | 40ХН | - | ||||||||||
| КЦ | - | - | - | 12,5 | СЧ30 | - | - | |||||||
| Т | 2,5 | - | - | - | 12,5 | 50Л | - | - | ||||||
| Ц | - | - | - | 3,2 | 30ХМ | - | ||||||||
| КК | - | - | - | 6,3 | СЧ20 | - | - | |||||||
| Ф | 4.4 | 12,3 | 20Л | - | ||||||||||
| Ц | 0,5 | - | - | - | 3,2 | СЧ35 | - | |||||||
| ДТ | - | - | - | 12,5 | 45Х | - | ||||||||
| Т | 3,5 | - | - | - | 12,5 | - | - | |||||||
| Ф | 4.1 | - | - | 6,3 | СЧ15 | - | ||||||||
| КЦ | - | - | - | 3,2 | 40ХС | - | - | |||||||
| ДТ | - | - | - | 12,5 | 65Г | - | ||||||||
| Т | - | - | - | СЧ21 | - | - | ||||||||
| Ц | 3,5 | - | - | - | 6,3 | - | ||||||||
| Ф | 4.2 | - | 12,5 | СЧ35 | - | |||||||||
| ДТ | - | - | - | 6,3 | 18ХГ | - | ||||||||
| КК | - | - | - | 40Х | - | - | ||||||||
| Т | - | - | - | 12,5 | СЧ25 | - | - | |||||||
| Ц | 2,5 | - | - | - | 3,2 | - | ||||||||
| ДТ | - | - | - | 12,5 | СЧ15 | - | ||||||||
| Ц | 1,5 | - | - | - | 6,3 | 38ХС | - | |||||||
| Ф | 4.5 | - | - | 6,3 | 40Л | - | ||||||||
| Т | 0,8 | - | - | - | 3,2 | - | - | |||||||
| КК | - | - | - | 12,5 | СЧ30 | - | - |
Таблица 2
Типаж обрабатываемых поверхностей
                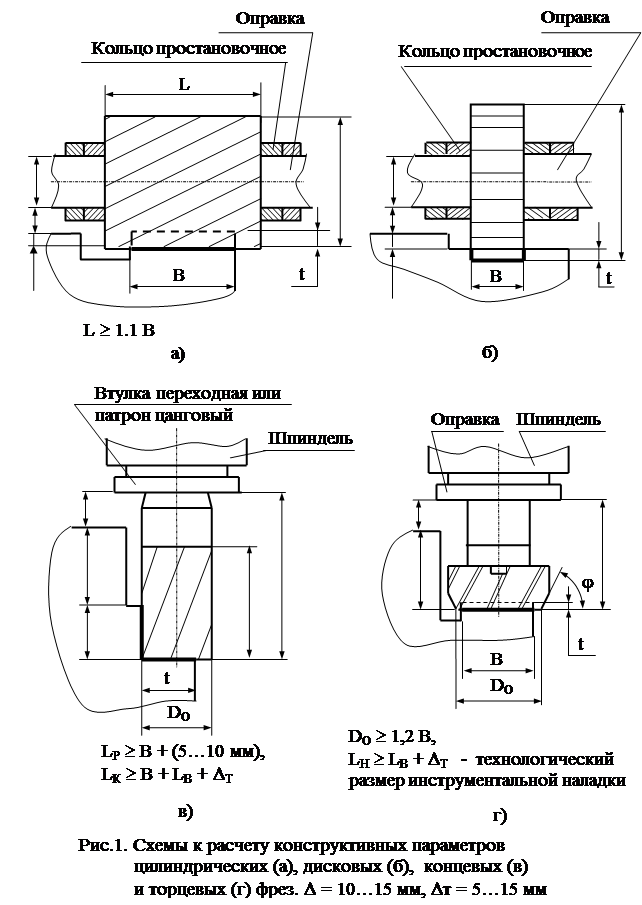 | |||
- торцевые насадные фрезы с креплением на торцовой шпонке (Dо ³ 63 мм) устанавливают на оправках с хвостовиком с конусом 7:24 [5, с.356, табл.50 ], которые закрепляются в инструментодержателе вертикального консольно-фрезерного станка;
- концевые фрезы с цилиндрическим хвостовиком устанавливаются в цанговых патронах с хвостовиком с конусом 7:24 [ 5, c. 362, табл. 57 ];
- концевые фрезы с коническим хвостовиком с конусом Морзе устанавливаются во втулках переходных с хвостовиком с конусом 7:24 и внутренним конусом Морзе [ 5, c. 335, табл. 30 ] и закрепляются в них с помощью специального стяжного болта, ввинчиваемого в резьбовое отверстие в коническом хвостовике фрезы.








