 2015-09-06
2015-09-06 14428
14428I. Краткие сведения из теории.
Фрезерование осуществляется при помощи многолезвийного (многозубого) режущего инструмента, называемого фрезой. Режущие зубья могут быть расположены как на боковой поверхности, так и на торце. Каждый зуб фрезы представляет собой простейший инструмент-резец.
Процесс фрезерования по сравнению с процессом точения имеет следующие особенности:
а) в работе одновременно участвуют несколько лезвий, а поэтому фрезерование является более производительным способом обработки;
б) лезвия фрезы работают с перерывами, а корпус её большей частью обладает значительной массой. Это способствует лучшему отводу тепла от лезвий;
в) площадь среза может колебаться в широких пределах, вследствие чего силы резания имеют переменные значения.
- Устройства фрез.
Основные части фрезы: Рабочая часть – часть фрезы, снабженная зубьями. Хвостовик служит для крепления фрез (концевых, пальцевых, шпоночных и т.д.) в шпинделе станка. Шейка соединяет рабочую часть с хвостовиком. Зуб представляет собой клин, снабженный кромками. Зуб, изготовленный отдельно, носит название вставного.
Стружечная канавка – углубление между зубьями – служит для размещения образующейся в процессе работы стружки.
Отверстие у насадок, цилиндрических, дисковых и т.п. фрез служит для их центрирования и крепления на оправке; шпоночный паз (продольный или торцовый) – для передачи фрезе крутящего момента.
- Классификация фрез.
Фрезы классифицируются по следующим признакам:
По технологическому признаку различают фрезы для обработки следующих поверхностей:
а) плоскостей – цилиндрические, торцевые, концевые;
б) пазов, уступов, канавок – концевые, Т-образные, шпоночные, дисковые двух- и трехсторонние, прорезные, фасонные;
в) фасонных – дисковые с выпуклым и вогнутым профилем;
г) зубчатых колес и резьб – дисковые и пальцевые модульные, червячные;
д) для разрезки металла – дисковые отрезные.
По конструктивному признаку различают следующие типы:
- По направлению зуба:
а) с прямыми;
б) с наклонными;
в) с винтовыми;
г) с разнонаправленными зубьями.
2. По конструкции зуба:
а) с остроконечными,
б) с затылованными зубьями.
3. По расположению зубьев относительно оси фрезы:
а) цилиндрические – с зубьями, расположенными на поверхности цилиндра;
б) угловые или конические – с зубьями, расположенными на конусе;
в) торцевые – с зубьями, расположенными в плоскости, перпендикулярной к оси фрезы (на торцевой поверхности);
г) фасонные – с зубьями, расположенными на поверхности тела вращения с криволинейной образующей;
д) дисковые пазовые трехсторонние – с зубьями, расположенными на цилиндрической и двух торцовых поверхностях и двухсторонние – с зубьями на цилиндрической поверхности и на одном из торцов.
4. По внутреннему устройству:
а) цельные – с зубьями, выполненными за одно целое с корпусом;
б) со вставными зубьями, корпус которых изготовлен из легированной стали, а зубья – или целиком из быстрорежущей стали, или в виде вставок с напаянными пластинами твердых сплавов, или в виде пластинок твердого сплава, закрепляемых механическим способом;
в) сборные (разборные) головки.
5. По способу крепления:
а) насадные с отверстием для насаживания на оправку;
б) концевые (хвостовые) с цилиндрическим или коническим хвостовиком.
II. Технологические возможности основных типов фрез.
Цилиндрические фрезы применяются для обработки плоскостей на горизонтально-фрезерных станках. Зубья цилиндрической фрезы располагаются по винтовой линии с определенным углом наклона винтовой канавки w.
Основными размерами цилиндрических фрез являются длина фрезы L, диаметр d, число зубьев Z. изготавливают цилиндрические фрезы либо цельными из быстрорежущей стали, либо сборными – зубья выполняют из быстрорежущей стали, или оснащают пластинками из твердых сплавов.
Фрезы с крупным зубом применяются для черновой и получистовой обработки плоскостей, фрезы с мелким зубом – для получистовой и чистовой обработки.
На задней поверхности зубьев фрез, вдоль режущих кромок допускается цилиндрическая ленточка шириной не более 0,05 мм.
Торцевые фрезы предназначены для обработки плоскостей на вертикально- и горизонтально-фрезерных станках. Торцевые фрезы, в отличие от цилиндрических, имеют зубья, расположенные как на цилиндрической поверхности, так и на торце. Основными размерами торцовых фрез являются: диаметр D, длина L, диаметр отверстия d и число зубьев фрезы Z.
Торцовые фрезы по сравнению с цилиндрическими имеют ряд преимуществ, главными из которых являются:
1) более жесткое крепление на оправке или шпинделе;
2) более плавная работа из-за большого числа одновременно работающих зубьев.
Поэтому обработку плоскостей в большинстве случаев целесообразно проводить торцовыми фрезами. В зависимости от назначения, торцовые фрезы подразделяются на насадные цельные с мелкими зубьями и с крупными зубьями и насадные со вставными ножами.
Для черновой обработки выбирают торцовые фрезы насадные фрезы со вставными ножами или с крупными зубьями. При чистовой обработке следует брать торцовые насадные фрезы с мелкими зубьями.
Однако во всех случаях надо отдать предпочтение торцовым фрезам, оснащенным твердыми сплавами, так как машинное время обработки в этом случае значительно сокращается за счет увеличения скорости резания.
Дисковые фрезы предназначены для обработки плоскостей уступов и пазов
Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые, трехсторонние с прямыми зубьями, трехсторонние с разнонаправленными зубьями. Фрезы со вставными зубьями выполняются трехсторонними и двусторонними.
Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для неглубоких пазов.
Основным типом дисковых фрез являются трехсторонние. они имеют зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Для улучшения условий резания дисковые трехсторонние фрезы оснащаются наклонными зубьями с переменно чередующимися направлением канавок, т.е. один зуб имеет правое направление канавки, а другой, смежный с ним – левое. Поэтому такие фрезы и называются равнонаправленными.
Дисковые фрезы со вставными ножами трехсторонние применяют для фрезерования пазов, а двусторонние – для фрезерования уступов и плоскостей. Вставные ножи могут быть выполнены как из быстрорежущей стали, так и с пластинами твердых сплавов.
Концевые фрезы предназначены для обработки плоскостей, уступов и пазов. Их изготавливают с цилиндрическим и коническим хвостовиком.
Концевые фрезы изготавливают с нормальными и крупными зубьями. Фрезы с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Фрезы с крупными зубьями используют для черновой обработки. Изготавливают концевые фрезы праворежущими.
Концевые фрезы имеют режущие зубья, расположенные как на цилиндрической поверхности, так и на торцевой. Стружку снимают зубья, расположенные на цилиндрической поверхности, торцовые же зубья зачищают обработанную поверхность.
Шпоночные фрезы применяются для фрезерования шпоночных пазов и изготавливаются с цилиндрическим и коническим хвостовиком. Шпоночные фрезы имеют два режущих зуба с торцовыми режущими кромками, выполняющими основную работу резания. Режущие кромки фрезы направлены не наружу, как у сверла, а в тело инструмента. Фрезы могут работать с небольшой осевой подачей (как сверло) и с продольной подачей.
Фрезы для Т-образных пазов предназначаются для фрезерования Т-образных станочных пазов. Для улучшения условий резания фрезы имеют разнонаправленные зубья с углом наклона w=15˚.
Угловые фрезы предназначаются для фрезерования канавок, имеющих угловой профиль. Различают насадные одноугловые, насадные двуугловые симметричные и нессимметричные, а также концевые угловые фрезы.
Одноугловые фрезы применяют для фрезерования прямых канавок на инструментах и заготовках.
Двуугловые симметричные фрезы применяют для фрезерования канавок у фрез с винтовыми затылованными зубьями, а также пазов у призм и т.д.
Для фрезерования паза «ласточкин хвост» применяют концевые угловые фрезы с углом, равным углу паза.
Отрезка заготовок на фрезерных станках производиться отрезными фрезами, прорезка пазов и шлицев-прорезными фрезами.
Дисковые модульные фрезы предназначены для нарезания зубьев зубчатых колес методом копирования. Сущность метода состоит в том, что режущим инструментом последовательно или одновременно нарезают впадины зубчатого колеса, причем профиль инструмента должен точно соответствовать контру этих впадин.
Пальцевые модульные фрезы применяют для нарезания прямых, косых и шевронных зубьев на заготовках зубчатых колес больших модулей (больше 8 мм) в условиях единичного и мелкосерийного производства.
При нарезании зубчатых колес методом обкатки используются червячные модульные фрезы на специальных зубофрезерных станках. Червячная модульная фреза – это червяк, у которого прорезаны под некоторым углом к оси канавки для схода стружки и образования режущих кромок.
| Фреза | Эскиз | Применение | Фреза | Эскиз | Применение |
| Цилиндри- ческая | 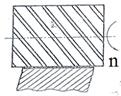 | Обработка плоскостей на горизонтально-фрезерных станках | Шпоночная |  | Фрезерование шпоночных пазов на вертикально-фрезерных станках |
| Торцевая цельная | 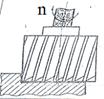 | Чистовая обработка плоскостей на вертикально- и горизонтально – фрезерных станках | а – концевая б – концевая для Т – образных пазов | 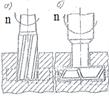 | Фрезерование Т –образных пазов: 1проход – прямоугольной канавки; 2 проход – нижней части паза |
| Торцевая со вставными ножами | 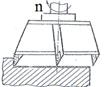 | Черновая обработка плоскостей на вертикально- и горизонтально – фрезерных станках | Концевая угловая |  | Фрезерование паза «ласточкин хвост», стружечных канавок |
| Концевая | 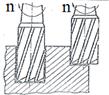 | Обработка плоскостей, уступов и пазов на вертикально – фрезерных станках | Насадные угловые: одноугловая, двуугловая симметричная | 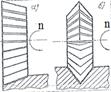 | Фрезерование канавок, имеющих угловой профиль |
| Дисковая трехсторонняя |  | Фрезерование уступов, пазов | Дисковая фассонная | 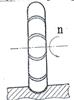 | Фрезерование полукруглых (радиусных) канавок и полукруглых выступов и т.п. |
| Дисковая пазовая | 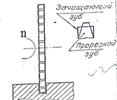 | Фрезерование неглубоких пазов | Дисковая модульная |  | Нарезание зубьев зубчатых колес методом копирования |
III. Материалы, применяемые для изготовления фрез.
Легированные инструментальные стали марок ХГ, ХВ5, 9ХС и ХВГ используют для изготовления прорезных, фасонных и концевых фрез малого диаметра, работающих на малых скоростях (v=20÷25 м/мин). Эти материалы сохраняют режущие свойства при Т=300÷350˚С. быстрорежущие стали РЭ, Р18, Р14Ф4, Р6М8, Р18Ф2К8М и другие обладают высокой стойкостью (600-650˚С) при скоростях резания до 60 м/мин. Используют их для изготовления всех типов цельных фрез.
Твердые сплавы с высоким содержанием кобольта применяют для изготовления фрез, используемых при черновой обработке. Невысокое содержание кобольта характерно для сплавов группы ВК, используемых для чистовой обработки.
Назначение марок твердых сплавов. Таблица I
| Марка твердого сплава | Область применения |
| Т5К10, Т14К6 Т15К6, Т15К6Т ВК6В, ВК8, ВК10, Т17К12 ВК4, ВК6 ВК2, ВК3 | Черновое фрезерование углеродистых, легированных и нержавеющих сталей. Получистовое фрезерование тех же материалов. Черновое фрезерование серого чугуна, цветных металлов и сплавов, черновое фрезерование неметаллических материалов. Получистовое фрезерование серого чугуна, цветных металлов и сплавов, черновое фрезерование неметаллических материалов. Чистовое и тонкое фрезерование чугуна, цветных металлов и сплавов, неметаллических материалов. |
Выполнение различных работ фрезами на вертикально- и горизонтально-фрезерных станках
Таблица 2
| Вид работ | Инструменты и способ выполнения на станке | ||
| Горизонтально- фрезерном | Вертикально-фрезерном | ||
| Фрезерование горизонтальных плоскостей | Цилиндрическими фрезами на оправке | Торцовыми фрезами, фрезерными головками | |
| Фрезерование вертикальных плоскостей | Торцовыми фрезами, установленными на кольцевой оправке, либо дисковыми двусторонними и трехсторонними фрезами на центровой оправке | Концевыми и торцовыми фрезами |








