 2020-05-25
2020-05-25 188
188ОП.08 «Технология отрасли»
Гр. МТ.17
Т 3.6.1 (21.04) – 80 мин.
Виды шлицевых соединений, методы центрирования. Способы обработки
Цели занятия: 1. Изучить и законспектировать основные определения шлицевого соединения, предназначение, виды шлицев, способы центрирования и методы обработки.
2. Ответить на тест контроль, который расположен после лекции. На тест ответить и оформить в конспекте, сфотографировать на телефон и выслать в ВК https://vk.com/id273492704.
3. Посмотреть видео ролик перейти по ссылке https://www.youtube.com/watch?v=NBcMiSbKSxY и ответить на вопросы оформить в конспекте, сфотографировать на телефон и выслать в ВК https://vk.com/id273492704:
1. Какие приспособления использует станочник на рабочем месте?
2. Как проходит обработка шлицев на валу? Описать по этапно.
3. Для каких целей станочник поменял инструмент?
4. Для чего предназначалась данная деталь?
Выполнить (до 27.04.20).
План
1. Назначение и виды шлицевых соединений
2. Методы центрирования шлицевых соединений
3. Способы обработки шлицов
Краткий опорный конспект лекционного материала оформить в конспекте, сфотографировать на телефон и выслать на дистанционную почту: в ВК https://vk.com/id273492704, dist-obuchenie@mai.ru
Рекомендуемая литература: Данилевский В.В. Технология машиностроения стр.297-303.
Лекция
Назначение и виды шлицевых соединений
Шлицевые соединения предназначены для передачи крутящего момента, обладают достаточной прочностью, обеспечивают хорошее центрирование, легкое относительное перемещение деталей вдоль оси вала. Технологически эти соединения сложнее шпоночных, но благодаря большому числу шлиц позволяют передавать значительные вращающие моменты и обеспечивают меньшую концентрацию напряжений.
Шлицевые соединения имеют ряд преимуществ:
- детали на шлицевых валах лучше центрируются и направляются при передвижении вдоль вала;
- меньше напряжения смятия на границах шлицев;
- выше прочность валов при динамических и переменных нагрузках.
Наибольшее распространение получили следующие шлицевые соединения (рис. 1):
- с прямоугольной прямобочной формой шлицев (рис.1 а);
- с эвольвентной формой шлицев (рис. 1 б); используется при повышенных требованиях к точности центрирования;
- с треугольной формой шлицев (рис. 1 в); используется для неподвижных соединений при небольших крутящих моментах.
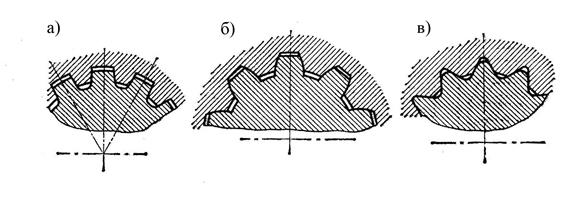
Рисунок 1 - Виды шлицевых соединений:
а) с прямоугольной формой шлицев; б) с эвольвентной
формой шлицев; в) с треугольной формой щлицев
Методы центрирования шлицевых соединений
Наиболее распространены прямобочные шлицевые соединения с четным числом шлиц, которые применяют для подвижных, а также и для неподвижных соединений.

Рисунок 2 - Параметры шлицевого соединения
ГОСТ 1139-80 устанавливает три метода центрирования сопрягаемых втулки и вала (рис. 2). Выбор метода центрирования определяется эксплуатационными требованиями и технологическими факторами.
Центрирование по D применяют в случаях повышенных требований к соосности втулки и вала, когда допускается сравнительно невысокая твердость втулки (ARCэ 40...45). В таком случае втулку окончательно обрабатывают чистовой протяжкой обычно после нормализации

А б в
Рисунок 2 -Методы центрирования шлицевых сопряжений; а -- по наружному диаметру; б -- по внутреннему диаметру; в -- по боковым сторонам
Такой метод центрирования применяют в неподвижных соединениях, в которых отсутствует износ поверхностей от осевых перемещений, и в подвижных соединениях, передающих небольшой крутящий момент.
Центрирование по d применяется для подвижных шлицевых соединений передающих большие крутящие моменты. В таких соединениях втулка должна быть достаточно твердой, значит, шлицевое отверстие получают протягиванием, затем деталь закаливают, Поскольку закаленную поверхность нельзя обработать чистовой протяжкой, окончательной технологической операцией обработки шлицевого отверстия является шлифование внутреннего диаметра. Соединение обеспечивает довольно точное центрирование, хотя его точность ниже, чем при центрировании по D.
Центрирование по боковым поверхностям зубьев b применяют для передачи больших крутящих моментов при нежелательных динамических нагрузках на шлицы и невысоких требованиях к соосности. Динамические ударные нагрузки в шлицевых соединениях возникают из-за зазоров между боковыми сторонами шлиц и шлицевых впадин при работе изделия в реверсивном и старт- стопном режиме.
Размеры и число зубьев z шлицевых соединений с прямобочным профилем выбирают по ГОСТ 1139-80 в зависимости от серии (легкая, средняя, тяжелая). При одном и том же внутреннем диаметре более тяжелые серии отличаются от легкой увеличением высоты шлиц (значит, и наружного диаметра D). Тяжелая серия имеет большее число шлиц по сравнению со средней.
Посадки шлицевых соединений могут осуществляться по трем или по двум сопрягаемым поверхностям, например по центрирующей наружной цилиндрической поверхности, нецентрирующей внутренней цилиндрической поверхности и одновременно по боковым поверхностям впадин втулки и шлиц вала (по размерам D, d и b) или по центрирующей наружной цилиндрической поверхности и по боковым поверхностям (по размерам D и b). В последнем случае по нецентрирующей внутренней цилиндрической поверхности предусматривается зазор между номинальными размерами d вала и втулки.








