 2020-06-29
2020-06-29 820
820
Рис.3.2. Схема проверки по пункту 3.4.3 (пояснения в тексте).
На столе (4) в плоскости измерения установить поверочную линейку (3). Коленчатую оправку (1) установить на шпиндель станка (2) с помощью магнитной опоры. Индикатор (5) закрепить на оправке (1) на заданном расстоянии от оси шпинделя (L) Измерительный штифт должен касаться рабочей поверхности поверочной линейки и направлен перпендикулярно к ней.
Измерения проводят в двух сечениях (I и II), расположенных на расстоянии 2L. В сечении обеспечить небольшой начальный натяг измерительного штифта и установить стрелку индикатора (5) на ноль Шпиндель поворачивают вместе с оправкой на 180° и проводят измерение в сечении II.
Для исключения влияния осевого биения шпинделя измерения проводят два раза. Перед вторым измерением оправку с индикатором отсоединяют от шпинделя и поворачивают на 180°, относительно его оси. Процедуру измерения повторяют.
Отклонение от перпендикулярности равно разности средних арифметических показаний индикатора в сечении I и II, полученных при измерении до и после поворота оправки.
Согласно ГОСТ измерения проводят в нижнем и верхнем положении подъемного стола. Перед измерением стол и шпиндельная бабка должны быть зажаты. Шпиндельная бабка должна находиться в среднем положении. При выполнении лабораторной работы измерения проводят в одном из положений стола (верхнее или нижнее).
Допускаемое отклонение при ширине стола до 320 мм и L=150 мм составляет 30 мкм.
Результаты измерений записать в таблицу 3.1. и сравнить с допустимыми [7].
Таблица 3.1.
| Показания индикатора (5), мкм | |||
| До поворота оправки | После поворота оправки | ||
| Сечение I | Сечение II | Сечение I | Сечение II |
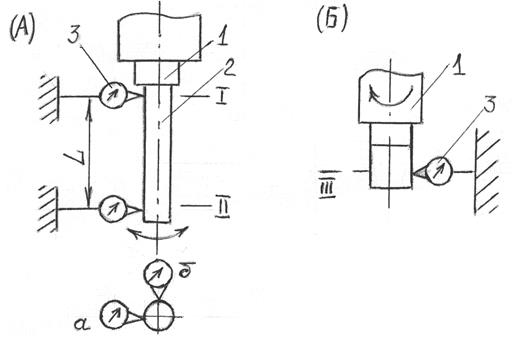 |
3.4.4. Проверка радиального биения шпинделя (схема рис.3.3).
Рис. 3.3. Схема проверки радиального биения по пункту 4.4: А- для конуса шпинделя;
Б-для наружной поверхности шпинделя (пояснения в тексте).
Схема А. В отверстие шпинделя (1) установить контрольную цилиндрическую оправку (2). Штатив с индикатором (3) установить на неподвижной части станка так, чтобы измерительный штифт касался образующей оправки и был перпендикулярен её оси. Проводят измерения поворачивая шпиндель в рабочем направлении не менее чем на два оборота. Измерения выполняют, фиксируя показания индикатора, в двух взаимно перпендикулярных плоскостях (а и в) и в двух поперечных сечениях (I и II). В реальных условиях, согласно требованиям ГОСТ, необходимо повторить измерения четыре раза для исключения влияния неправильной посадки хвостовика контрольной оправки в отверстие шпинделя. После каждого цикла измерений оправку поворачивают на 90°, относительно оси шпинделя.
Радиальное биение равно наибольшей алгебраической разности показаний индикатора в плоскостях (а) и (в), полученных в сечении I и II [7].
Результаты записывают в табл.3.2.
Таблица 3.2.
Результаты измерений радиального биения.
| Проверяемое сечение | Плоскость измерения | Наибольшая алгебраическая разность показаний индикатора (мкм) | Примечание |
| I | а | ||
| I | б | ||
| II | а | ||
| II | б | ||
| III | а | ||
| III | б |
Допустимые значения параметра составляют:
- при условном диаметре сверления от 12 до 20 мм – 16 мкм у торца шпинделя (сечение I); 25 мкм на расстоянии L = 200 мм (сечение II).
Схема Б. Провести измерение радиального биения по наружной образующей шпинделя. Измерения выполнить для сечения III (середина длины образующей) в двух перпендикулярных плоскостях по вышеизложенной методике. Допустимое значение параметра равно 12 мкм.
Сравнить результаты измерений с допустимыми.
Заключение.
По итогам оценки в соответствии с п.п.4.2, 4.3, 4.4 сделать выводы о техническом состоянии и возможностях использования станка.
3.6. Контрольные вопросы:
3.6.1. Дать определение понятию «погрешность».
3.6.2. Что такое радиальное биение конуса шпинделя?
3.6.3. Какие погрешности изготовления отверстий могут возникнуть при превышении допустимого уровня параметров, оцениваемых в п.п. 3.4.2, 3.4.3 и 3.4.4?








