 2020-06-29
2020-06-29 411
411Ремонт автомобильного транспорта»
ОТЧЁТ
по учебной слесарной практике
по профессиональному модулю ПМ 03
Выполнил:
Студент гр. АТМ-21 Дятлов.Д.Е.
Руководитель: Деордица А.Г.
2020
Введение
Оглавление
1. Разметка. 4
2. Рубка металла. 9
3. Правка, гибка металла. 12
4. Резка металла. 15
5. Опиливание металла. 18
6. Сверление, зенкование, развертывание. 20
7. Нарезание резьбы.. 24
8. Клепка. 28
Список используемой литературы.. 31
Содержание
Слесарные работы состоят из разнообразных технологических операций: разметка, рубка, правка и гибка металлов, резка металлов ножовкой и ножницами, опиливание металла, сверление, зенкование и развертывание, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние, лужение и др. Некоторые из перечисленных операций могут производиться и при горячем состоянии металлов (например, рубка, гибка, клепка). Многие слесарные операции могут выполняется не только ручным, но и механическим способом.
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и др.). Целью слесарного дела является ручное изготовление различных деталей, выполнение ремонтных и монтажных работ.
Процесс обработки или сборки (применительно к слесарным работам) состоит из отдельных операций, строго определенных разработанным технологическим процессом и выполняемых в заданной последовательности.
Основными операциями являются: отрезка заготовки, резание, отпиливание, сверление, развертывание, нарезание резьбы, шабрение, шлифование, притирка и полирование.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
Разметка
Общие понятия
Разметкой называют процесс перенесения формы и размеров детали или ее части с чертежа на заготовку. Основная цель разметки — обозначить на заготовке места и границы обработки. Места обработки указываются центрами отверстий, получаемых последующим сверлением, или линиями гибки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь. Кроме того, разметку применяют в целях проверки размеров заготовки и ее пригодности для изготовления данной детали, а также для контроля правильности установки заготовки на станке.
Обработку заготовок можно производить и без разметки, используя кондукторы, упоры и другие приспособления. Однако затраты на изготовление таких приспособлений окупаются только при производстве серийных и массовых деталей.
Разметку (которая по сути близка техническому черчению) выполняют, используя при этом специальные инструменты и приспособления, на поверхностях заготовок деталей. Разметочные риски, т. е. линии, нанесенные на поверхность заготовки, обозначают границы обработки, а их пересечения — положения центров отверстий или положение центров дуг окружностей сопряженных поверхностей. По разметочным рискам производят всю последующую обработку заготовки.
Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
Различают разметку поверхностную и пространственную. Поверхностную разметку выполняют на одной поверхности заготовки, без увязки ее отдельных точек и линий с точками и линиями, лежащими на другой поверхности этой заготовки. При этом используют следующие методы: геометрические построения; по шаблону или по образцу детали; с помощью приспособлений; на станке. Наиболее распространенным видом поверхностной разметки является плоскостная, применяемая при изготовлении плоских калибров, кондукторных плит, деталей штампов и т. д.
Пространственную разметку выполняют, увязывая размеры между точками и линиями, лежащими на различных поверхностях заготовки. При этом используют следующие методы: за одну установку; с поворотом и установкой заготовки в нескольких положениях; комбинированный. Пространственную разметку применяют при изготовлении деталей сложной формы.
Инструменты и приспособления для разметки.
Чертилки (иглы) – служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 илиьУ12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.
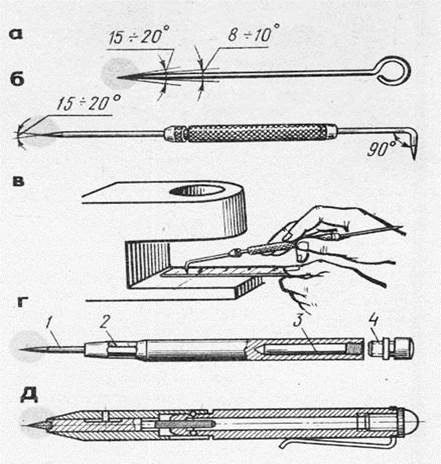
Рис. 1. Чертилки:
а — круглая, б — с отогнутым концом, в — применение чертилки с отогнутым концом, г — со вставными иглами, д — карманная; 1 — игла, 2 — корпус, 3 — запасные иглы, 4 — пробка
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8Хф. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 — 30 мм до твердости HRC 55 — 59, а ударную часть — на длине 15 — 25 мм до твердости HRC 40—45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
5
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.

Рис. 3. Обыкновенный кернер (а), его заточка (б)
Обыкновенный кернер (рис. 3, а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на торце шлифовального круга под углом 50 — 60° (рис. 3, б). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45°.








