 2020-10-10
2020-10-10 178
178Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующая рельеф поверхностей детали и рассматриваемая на определенной базовой длине. Причинами шероховатости могут быть: геометрия процесса резания, пластические деформации материала и вибрации инструмента.
Стандартом предусматриваются следующие основные параметры шероховатости поверхности (рис. 7.1).
Все параметры шероховатости поверхности определяются на базовой длине. Базовая длина l — это длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности.
Наиболее часто на чертежах приводятся высотные параметры Ra и Rz.
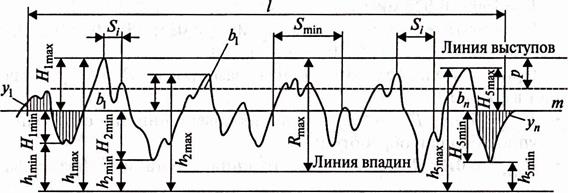
Рис. 7.1. Параметры шероховатости: Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей профиля по десяти точкам; R mах — наибольшая высота неровностей профиля; Sm — средний шаг неровностей; S — средний шаг неровностей по вершинам; tp — относительная опорная длина профиля, где р — значение уровня сечения профиля в % от R maх.
Среднее арифметическое отклонение профиля Ra — среднее арифметическое из абсолютных значений отклонений профиля у от средней линии в пределах базовой длины l
или приближенно
где n - число выбранных точек профиля на базовой длине.
Параметр Ra является предпочтительным параметром. Значение величины Ra= 100—0,08 мкм; l = 0,01—25 мм. Согласно ГОСТ для обеспечения и удешевления внедрения в производство систем стандартизации и контроля шероховатости рекомендуется выбирать значение Ra из следующих предпочтительных значений, мкм: 0,012; 0,025; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100.
Высота поверхности профиля по десяти точкам Rz — сумма средних арифметических абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины
Rz= 1600-0,025 мкм.
Предпочтительные значения Rz мкм: 0,025; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200; 400.
Приблизительное соотношение параметров Rz, Ra и Rmax составляет в среднем:
• Rmax =5,0 Ra;Rz =4,0 Ra - для плосковершинной и отделочно- упрочняющей обработки;
• Rmax =6,0 Ra; Rz = 5,0Ra — для точения, строгания и фрезерования;
• Rmax =7,0 Ra;Rz = 5,5 Ra — для остальных методов обработки. Опорная длина  | профиля определяется суммой длин отрезков в пределах базовой длины, отсекаемых на заданном уровне на микронеровностях линией, параллельной средней линии. Относительная опорная длина tp профиля определяется отношением опорной длины профиля к базовой длине:
| профиля определяется суммой длин отрезков в пределах базовой длины, отсекаемых на заданном уровне на микронеровностях линией, параллельной средней линии. Относительная опорная длина tp профиля определяется отношением опорной длины профиля к базовой длине:
где р — уровень сечений профиля, определяемый расстоянием между линией выступов профиля и линией, пересекающей профиль эквивалентно линии выступов (р устанавливаем в % от R mах); bi — длина отрезка, отсекаемого от микровыступа.
Параметр tp достаточно полно характеризует поверхность фактического соприкосновения (контакта) двух деталей, образующих сопряжение.
Кроме основных, стандарт устанавливает ряд дополнительных параметров, например среднее квадратическое отклонение профиля; средний квадратический наклон профиля; средний арифметический наклон профиля.
Требования к шероховатости устанавливаются по одному или нескольким параметрам.
При назначении шероховатости конструктор стремится к выбору ее оптимальных значений, т.е. к меньшим комплексным затратам, связанным с изготовлением деталей машин и ее эксплуатацией. При этом часто пользуются нормативами, выработанными в течение длительного времени для различных условий эксплуатации и методов обработки, приведенных в справочниках технолога.








