2014-02-13
2014-02-13 1388
1388Классификация способов сварки плавлением. Сварочные материалы и их выбор.
Сварные соединения
При изготовлении стальных конструкций наибольшее применение нашли электродуговые виды сварки плавящимся электродом -ручная, механизированная и автоматическая, а также контактные виды сварки - точечная, шовная и стыковая.
Ручную сварку плавящимся электродом выполняют при помощи электродов, которые подразделяют на типы и марки (ГОСТ 9467-75). Тип электрода определяет прочность металла шва в кН/см2 (например, электроды типов Э50 или Э50А – σи >50 кН/см2, буква А означает, что металл шва имеет повышенные пластические свойства). Электрод выбирают в зависимости от марки стали свариваемых элементов (табл.4.1). Этим обеспечиваются предпосылки к созданию равнопрочного соединения, хотя равнопрочность достигается также правильным выбором технологии сварки и способами контроля качества сварных швов.
Марка электрода определяется составом защитной обмазки и выбирается в зависимости от рода сварочного тока (переменный или постоянный) и пространственного положения шва.
Рациональная область применения ручной дуговой сварки - небольшие по протяженности швы, расположенные в труднодоступных местах и в различных пространственных положениях. Основные преимущества ручной сварки - универсальность и простота оборудования. Недостаток - невысокая производительность и использование ручного труда.
Автоматическая сварка под слоем флюса позволяет получить наиболее качественный сварной шов. Для сварки используют стальную сварочную проволоку сплошного сечения и различные флюсы (табл.4.2), а также порошковую проволоку (табл.4.3). Сварочную проволоку изготовляют из специальных низколегированных сталей и обозначают буквами Св (сварочная), а далее характеризуют ее химический состав, принятый при обозначении низколегированных сталей.
Таблица 4.1 -Материалы для сварных соединений стальных конструкций, выполняемых ручной электродуговой сваркой
| Группа конструкция в климатических районах | Стали | Материалы для сварки покрытыми электродами типов по ГОСТ 9467-75 |
| 1- во всех районах; 2, 3 и 4- в районах I1, I2, II2, и II3 | С235, С245, С255, С275, С285, Ст20 | Э42А, Э46А |
| С345, С345Т, С375, С375Т, С390, С390Т, С390К, С440 | Э50А | |
| 2, 3 и 4 - во всех районах, кроме I1, I2, II2, и II3 • | С235, С245, С255, С275, С285, Ст20 | Э42, Э46 |
| С345, С345Т, С375, С375Т, С390, С390Т.С390К, С440 | Э50 |
Буква А в конце обозначения марок проволоки указывает на повышенную чистоту металла по сере и фосфору. Выбор материалов для автоматической сварки (сварочной проволоки и флюса) производят в зависимости от группы конструкций, стали и климатического района, в котором конструкция эксплуатируется (табл. 4.2).
Таблица 4.2 - Материалы для сварных соединений стальных конструкции, выполняемые механизированными видами сварки
| Группы конструкций в климатических районах | Стали | Материалы дли сварки | |||
| под флюсом | в углекислом газе (по ГОСТ 8050-85) или всмеси с аргоном (по ГОСТ 10157-79*) | ||||
| Марки | |||||
| флюсов (ГОСТ 9087-81) | сварочной проволоки (ГОСТ 2246-70*) | ||||
| 1 - во всех районах; 2,3 и 4 - в районах I1, I2, II2, и II3 | С235,С245, С255, С275, С285, Ст20 | АН-348-А АН-60 | Св-08А, Св-08ГА | СВ-08Г2С | |
| С345, С345Т С375, С375Т | АН-43, АН-47, | Св-10НМА, Св-10Г2*, Св-08ГА*, Св-10ГА* | |||
| С390, С390Т С390К, С440 | АН-47, AH-17-M1 | ||||
| 2, 3 и 4 -во всех районах, кроме I1, I2, II2, и II3 | С235, С245, С255, С275, С285, Сг20 | АН-348-А, АН-60 | Св-08А, Св-08ГА | Св-08Г2С | |
| С345, С345Т С375, С375Т С390, С390Т С390К, С440 | АН-43, АН-47, AH-17-M, АН-348-А | Св-10НМА, Св-10Г2*, Св-08ГА*, Св-10ГА* |
Не применять в сочетании с флюсом АН-43.
Механизированную (полуавтоматическую) сварку выполняют электродной проволокой с газовой зашитой сварочной ванны или порошковой проволокой. Для защиты сварочной ванны при сварке малоуглеродистых и низколегированных сталей используют углекислый газ, который защищает расплавленный металл от азота воздуха. Качество углекислого газа оказывает большое влияние на прочность сварного шва. Поэтому необходимо применять сварочную углекислоту с содержанием СО2>99,5...99,0 %, а водяных паров не более 0,17..0,05 г/м3.
При газовой защите в связи с отсутствием расплавленного шлака возможности металлургической обработки сварочной ванны отсутствуют, поэтому раскислители и легирующие элементы вводят в металл сварочной ванны только за счет сварочной проволоки.
Выбор сварочных материалов для полуавтоматической сварки выполняют в зависимости от тех же факторов, что и для автоматической сварки (табл. 4.2).
Сварка порошковой проволокой устраняет недостатки ручной сварки, ее выполняют механизированным или автоматическим способом. Порошковая проволока представляет собой металлическую оболочку, заполненную шихтой специального состава. Металлическая оболочка из стальной ленты толщиной 0,2...0,5 мм, через которую подводится сварочный ток, удерживает порошковый сердечник и дает возможность осуществлять непрерывный процесс плавления с высокой плотностью тока, что обеспечивает высокое проплавление и производительность сварки.
Для защиты сварочной ванны и упрощения состава шихты находит применение комбинированный процесс сварки порошковой проволокой с дополнительной защитой металла шва углекислым газом. Проволоки, не требующие дополнительной защиты зоны сварки углекислым газом, называют самозащитными.
Нормы рекомендуют для сварки стальных конструкций применять порошковую проволоку марок ПП-АН8 и ПП-АНЗ по ГОСТ 26271-84 (табл. 4.3). Марка порошковой проволоки характеризует тип сердечника, что важно для выбора режима сварки.
Контактная сварка является одним из видов сварки давлением и основана на нагреве и пластическом деформировании соединяемых элементов. Нагрев металла осуществляется электрическим током, проходящим через детали, находящиеся в плотном контакте. Контактную сварку выполняют без использования присадочного металла, что обеспечивает высокую производительность и позволяет легко механизировать и автоматизировать процесс изготовления металлоконструкций.
Таблица 4.3 - Материалы для сварных соединений стальных конструкций, выполняемые порошковой проволокой
| Марки свариваемых сталей | Марка порошковой проволоки | Тип порошковой проволоки | Диаметр проволоки, мм | Характеристика проволоки |
| СтЗ, СтЗГпс, 09Г2, 10Г2C1, 10ХСНД | ПП - АН8 | ПГ-50-Н1 | 2,2; 2,5 | Сварка в углекислом газе |
| Ст3, СтЗпс, 09Г2, 09Г2С, 10ХСНД, 15ХСНД, 10Г2С1, 14Г2, 17ГС | ПП - АНЗ | ПС-50-Н4 | 2,8; 3,0 | Самозашитная проволока |
При изготовлении стальных конструкций используют три вида контактной сварки: точечную, шовную и стыковую.
Контактную точенную сварку используют для выполнения нахлесточных соединений стальных решетчатых конструкций (прогоны, элементы башен и др.), а также для изготовления неответственных элементов - площадок, лестниц, оконных переплетов.
Шовная сварка позволяет получать плотнопрочные швы при изготовлении конструкций из тонколистовой стали - газовоздуховодов, тонкостенных труб и пр.
Стыковая сварка находит применение при соединении труб, стержневых элементов профильного металлопроката большого поперечного сечения (до 1000 см2) - уголки, рельсы, арматура.
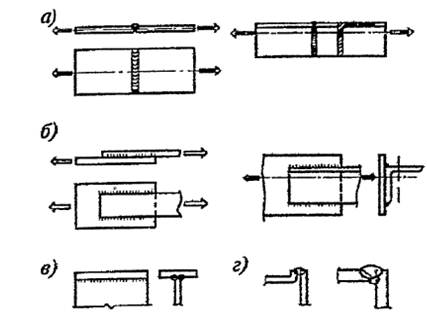
Вид сварного соединения определяется взаимным расположением свариваемых элементов. Различают стыковые, угловые, тавровые и нахлесточные соединения (рис. 4.1).
Стыковые соединения (рис.4.1, а) наиболее рациональны по расходу присадочного металла и удобны для контроля качества сварного шва. Для обеспечения равномерного сквозного проплавления выбирают рациональную форму подготовки кромок (рис.4.2). Разделку кромок применяют в том случае, когда односторонняя или двусторонняя сварка не позволяет обеспечить полный провар. Форма подготовки кромок зависит от толщины свариваемого металла и способа сварки.