 2014-02-17
2014-02-17 1214
1214Для пояснения сущности процесса воспользуемся рис. 7.30. Вместо циклов «осаждение тонкой пленки в вакууме — фотолитография» в данном случае используются циклы «нанесение пасты через трафарет — сушка — вжигание», а подложку заменяют на керамическую — термостойкий прочный материал.
Для формирования многоуровневой системы используют проводящую и диэлектрическую пасты. Поскольку толщина межслойной изоляции в 2—3 раза превышает толщину проводящего слоя, для получения качественных контактных переходов проводят предварительно одно- или двукратное нанесение проводящей пасты в окна изолирующего слоя по циклу «нанесение пасты через трафарет — сушка» (без вжигания). На заключительном этапе изготовления платы аналогичный прием используют для формирования монтажных площадок, которые впоследствии облуживают лудящей пастой.
Следует подчеркнуть, что в многоуровневых системах вжигание паст в керамику происходит лишь на границе нижнего проводящего и нижнего изолирующего слоев с подложкой. Прочность сцепления последующих слоев друг с другом обеспечивается за счет расплавления в них низкотемпературного стекла и затем отвердения.
Платы на основе многослойной керамики. В отличие от предыдущих типов плат, все слои которых формируют на общей подложке, в данном случае каждый проводящий слой наносят на собственную индивидуальную подложку из необожженной («сырой») керамики. Впоследствии отдельные листы керамики с проводящим рисунком собирают в пакет.
Исходными заготовками платы являются листы пластичной керамики толщиной 0,1 мм, полученные методом экструзии (выдавливанием пластичной керамической массы через щелевидный фильер). В отдельных листах керамики пробивкой или сверлением получают базовые отверстия, а затем (базируя листы по этим отверстиям) — отверстия под контактные переходы диаметром не менее 0,1мм (рис. 7.32, а). Используя те же базовые отверстия на каждой заготовке, через сетчатый трафарет заполняют отверстия под переходы проводящей пастой, а затем с помощью другого трафарета наносят проводящий рисунок и сушат.
Следует подчеркнуть, что вследствие высоких температур (1400... 1700 °С) последующего обжига керамики приходится отказываться
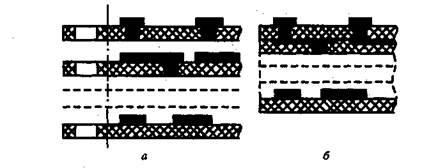
Рис. 7.32. Коммутационная плата на основе многослойной керамики:
а — отдельные керамические подложки с проводящим рисунком; б— плата в сборе
от высокоэлектропроводных серебряно-палладиевых паст и использовать пасты на основе частиц тугоплавких металлов (вольфрама или молибдена).
Затем, используя те же базовые отверстия, отдельные листы собирают в пакет (рис. 7.32, б), подпрессовывают и штамповкой отделяют периферийную часть с базовыми отверстиями. Пакет подвергают высокотемпературной обработке. При этом протекают два параллельных процесса: вжигание проводящего рисунка в керамику и спекание (взаимодиффузия) частиц окислов, из которых состоит керамическая масса. На первой стадии обжига также происходит разложение и удаление пластификатора (технологической связки).
Выходящие на поверхность платы монтажные площадки на основе вольфрама или молибдена не допускают сварки и не смачиваются припоем. Для возможности облуживания таких площадок и последующей их пайки на них предварительно создают слой никеля путем химического осаждения из раствора.








