 2014-02-09
2014-02-09 1146
1146Сваркой называют процесс неразъемного соединения посредством установления межатомных связей между свариваемыми частями приих местном или общем нагреве или пластическом деформировании или совместном действии того и другого.
Основными видами применяемой в химическом машиностроении термической сварки является дуговая и газовая сварка.
Дуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги.
Ручная дуговая сварка может производиться двумя способами: неплавящимися и плавящимися электродами.
Ручную сварку неплавящимися электродами (рис. 7.3, а) осуществляют следующим образом. Свариваемые кромки изделия 5 приводят в соприкосновение. Между неплавящимся (угольным или графитовым) электродом 3 и изделием возбуждают дугу 4. Кромки изделия и вводимый в зону дуги присадочный материал 2 нагреваются до плавления и образуется ванночка расплавленного металла. После затвердения металл ванночки образует сварной шов 1. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавлении твердых сплавов.
а) б)
Рис.7.3. Ручная дуговая сварка
Сварка плавящимся электродом (Рис. 7.3, б) является основным способом при выполнении ручной сварки. Электрическая дуга возбуждается между металлическим (плавящимся) электродом 3 и свариваемой кромкой изделия 5 Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая охлаждаясь, образует сварной шов 1.
Автоматическая и полуавтоматическая сварка под флюсом (рис. 7.4) выполняется путем механизации основных движений, выполняемых сварщиком при ручной сварке - подаче электрода 1 вдоль его оси в зону дуги 2 и перемещения его вдоль свариваемых кромок изделия 7. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производит сварщик вручную.
При автоматической сварке автоматизированы все операции, необходимые для процесса сварки. Жидкий металл сварочной ванны 5 защищают от воздействия кислорода и азота воздуха расплавленным шлаком 4, образованным от плавления флюса 3, подаваемого в зону дуги. После затвердевания металла сварочной ванны образуется сварной шов б.
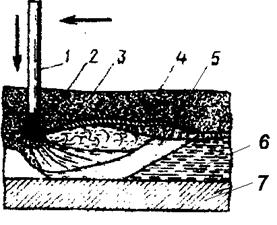
Рис. 7.4. Автоматическая и полуавтоматическая сварка под флюсом
Газовая сварка - сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Применяются два способа газовой сварки: правый и левый (рис. 7.5).
При правом присадочная проволока 2 находится перед (по отношению к направлению сварки) пламени горелки 4, при левом - сзади его.
Чаще всего применяется левый (б) способ. При этом сварщик хорошо видит зону сварки, что позволяет получать качественный шов, а предварительное прогревание кромок, свойственное этому способу, обусловливает интенсивное перемешивание металла сварочной ванны. Преимущества левого способа наиболее полно используются при сварке тонкостенных и легкоплавких материалов.
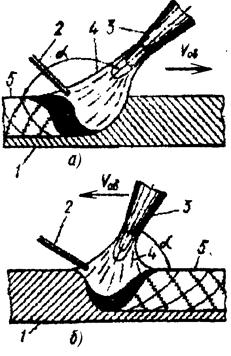
1 - свариваемый материал; 2 - присадочный пруток; 3 – мундштук; 4 - газовое пламя;5 - сварной шов.
Рис. 7.5. Способы газовой сварки: а – левый, б – правый,
При правом способе обеспечивается надежная защита сварочной ванны от воздействия окружающего воздуха.
Вертикальные и наклонные швы сваривают левым способом снизу вверх, горизонтальные и потолочные - правым способом.
При сваривании биметаллических (плакированных) изделий необходимо предотвратить смешивание расплавов различных материалов. Для этого применяют специальную подготовку кромок и последовательность выполнения сварного шва.
Все сварные швы биметаллических аппаратов выполняют только стыковыми.
Рисунок 7.6 – Подготовка двухслойной стали для кислородной резки
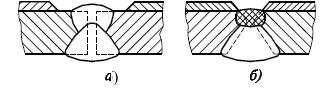
Рисунок 7.7 – Сварка основного слоя двухслойной стали: а – с удалением плакирующего слоя; б - с наложением разделительного шва.
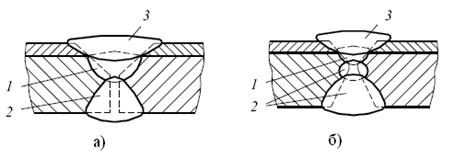
1 – ручная сварка разделительного шва; 2 – автоматическая сварка основного слоя; 3 – ручная сварка плакирующего слоя.
Рисунок 7.8 – Последовательность сварки листов двухслойной стали с V-образной (а) и Х-образной (б) разделкой кромок при комбинированном способе сварки.

