 2014-02-09
2014-02-09 2400
2400РЕЗКА
РАСКРОЙ
При разметке на листе металла ряда деталей необходимо оптимальное их размещение с минимальным количеством отходов и более низкой трудоемкости при резке.
Способ расположения заготовок, деталей на материале называется раскроем.
Существуют три основных способа раскроя листов: индивидуальный, смешанный и групповой.
1. Индивидуальный раскрой, при котором на листе располагают и вырезают одноименные детали. Предварительно лист может разрезаться на полосы. При индивидуальном раскрое снижается трудоемкость процесса, так как нет необходимости перенастраивать оборудование. Но при этом способе увеличивается расход металла (больше отходов).
2. Смешанный способ раскроя, при котором на листе размечают комплект деталей, позволяет сберечь металл, но, как правило, при этом увеличивается трудоемкость, так как возрастает количество операций и переналадок оборудования. Для смешанного раскроя разрабатывают раскройные карты, которые представляют собой эскизы размещения деталей на металле, вычерченные в масштабе на листе бумаги. Раскройные карты составляют с таким расчетом, чтобы разместить на листах весь необходимый для изготовления ряда узлов комплект деталей и обеспечить наиболее рациональную резку заготовок.
3. При групповом методе раскроя вначале из листа вырезают крупные заготовки, из отходов раскраивают детали средней величины, а обрезки используют для мелких деталей.
Этот раскрой является наиболее прогрессивным, т.к. уменьшает отходы металла и снижает трудоемкость резки.
Следует всегда стремиться, чтобы количество листов для изготовления одной детали было минимальным. В таких случаях экономичнее использовать рулонный листовой материал. Металлургическая промышленность выпускает листы шириной до 2000 мм и толщиной до 10 мм, площадью до 250 м2, весом до 6 т.
По роду применяемых средств способы резки могут разбиваться на группы: механическую (со снятием и без снятия стружки), тепловые (газопламенную, электродуговую, плазменную) и другие.
Механическая резка со снятием стружки выполняется дисковой пилой, механической пилой, фрезерованием, резцами на токарном и строгальном станках и т.п.
Механическая резка листового материала осуществляется без снятия стружки (гильотинные ножницы, дисковые ножницы, пресс).
Процесс резки на ножницах основан на создании ножами усилий, превышающих предел прочности материала. В начале процесса происходит смятие материала, а затем, с увеличением усилия резания, образуется напряжение сдвига, превышающее допустимое касательное напряжение. Отделение одной части от другой начинается при погружении одного из ножей в материал на глубину, равную 0,2–0,5 толщины заготовки.
Механическую резку металлов производят в холодном состоянии. При резке неметаллических материалов органического происхождения (текстолит, гетенакс, органическое стекло, винипласт и т.п.) следует производить предварительный подогрев. Фибру и картон перед резкой рекомендуется увлажнить.

Гильотинные ножницы представляют собой станину с укрепленными на ней в вертикальной плоскости двумя ножами, одному из которых (обычно верхнему) сообщается возвратно-поступательное движение от двигателя и эксцентрика через кривошипно-шатунный механизм и систему рычагов (рис. 2.6 и 2.7). Необходимый для резания запас энергии аккумулируется во время свободного хода в массивном маховике. Верхний нож устанавливается под небольшим углом до 8°, а нижний – горизонтально. Зазор между ножами не должен быть больше 1 мм. Для удержания листов гильотины снабжены прижимами, которые работают синхронно (с опережением) с ножницами. Для резки листов со скошенными кромками применяют накладные плиты, угол наклона которых не должен превышать 25-30° во избежание соскальзывания листов.
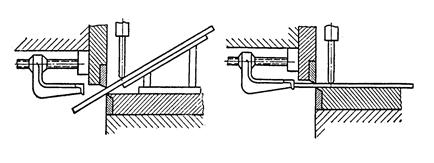
| Рисунок. 2.6 – Способ резки на гильотинных ножницах с одновременным образованием скошенных кромок | Рисунок. 2.7 – Способ резки на гильотинных ножницах по упору |
Гильотинные ножницы могут быть снабжены электронным считывающим устройством. Это устройство позволяет автоматизировать процесс резки, повысить его производительность и точность резки, а также сократить время переналадки станка с одной рабочей длины на другую.
На гильотинных ножницах можно резать стальной лист толщиной до 60 мм и шириной до 3200 мм.
Усилия резки определяются по формулам, кг
а) для параллельных ножей ;
;
б) для наклонных ножей  ,
,
где d – толщина материала, мм; j – угол наклона верхнего ножа; l – длина реза, мм; t – допускаемое касательное напряжение; k – коэффициент заточки ножа.








