 2014-02-09
2014-02-09 577
577В ножевых фальцмашинах движение листа к фальцаппаратам и между ними происходит, как правило, с помощью тесемочных транспортеров (рис. 24).
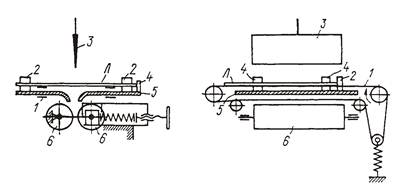
Рис. 24. Устройство ножевой фальцмашины
Лист Л перемещается тесемочным транспортером 1 к упорам 2, затем выравнивается о передние упоры 2 в результате постоянного движения тесемочного транспортера 1. Далее механизм бокового равнения выравнивает лист Л о боковые упоры 4. Нож 3 опускается на лист и перемещает его за собой в воронку стола 5, образуя петлю. Непрерывно вращающиеся фальцвалики 6 захватывают лист и начинают уводить его со стола 5 в результате сил трения, возникающих между листом и фальцваликами. Затем нож 3 поднимается, освобождая место следующему листу. Нижнее крайнее положение ножа 3 точно регулируется в зависимости от толщины листа, их упругости и шероховатости так, чтобы листы надежно вводились в фальцвалики при любой скорости работы машины. Но сам нож 3 не должен при этом касаться фальцваликов, так как это приведет к их износу.
Основные требования к скоростному режиму движения листов в ножевом фальцаппарате:
– скорость подхода ножа к листу должна быть минимально возможной;
– на участке разгона листа ножом нарастание скорости должно быть интенсивным и приближаться к линейной скорости фальцваликов;
– время проскальзывания петли листа в фальцваликах должно быть минимальным.
Скорость работы ножевого фальцаппарата ограничивается главным образом условиями взаимодействия рабочих органов машины с листом.
Недостаточная жесткость листа ограничивает скорость его движения по транспортеру и удар об упоры в первом фальцаппарате. Лист в первом фальцаппарате находится в наихудших условиях, так как из-за наибольшего пути до фальцовки его скорость должна быть максимальной именно на первом транспортере, то есть тогда, когда лист обладает наименьшей жесткостью. Ударяясь о неподвижный упор, лист сгибается волной и отскакивает назад. Затем тесьмы транспортера вновь подводят лист к упорам, но на этот раз удар значительно слабее. После нескольких затухающих ударов лист останавливается у передних упоров неподвижно. При мягких бумагах возможны смятие передней кромки листов и неточность расположения сгибов.
Для уменьшения времени «успокоения» листа у передних упоров в ножевом фальцаппарате применяются различные по принципу действия тормозящие устройства, которые снижают скорость движения листа при подходе к упорам и предотвращают отскакивание. Чаще всего применяют пневматические тормозные устройства.
Сложные механизмы бокового равнения в этих машинах не применяются, так как лист уже в первом фальцаппарате выравнивается, а погрешности в последующих сгибах меньше влияют на точность сгибов из-за уменьшения линейных размеров листа.
Ножи в фальцаппаратах совершают возвратно-поступательное или качательное движение.
Ножевые фальцевальные автоматы строятся по различным принципиальным схемам, что определяется их назначением. Они принадлежат к типу машин многопозиционного циклического действия. Работа механизмов и последовательность их действия определяются кулаками главного вала. Машина имеет электрический привод с вариатором, с помощью которого в зависимости от характера продукции и полуфабрикатов регулируется скорость. Контрольно-блокирующие устройства следят за правильным движением листов в машине и останавливают ее при одновременном выводе двух листов в самонакладе или смятии листа в фальцаппарате.
Привод ножа осуществляется от кулачкового механизма с силовым замыканием. При этом нож поднимается рычажной системой от кулака, а опускается во время рабочего хода пружиной. Тем самым механизм ножа предохраняется от поломки в случае забивания бумаги в фальцаппарате. Основным требованием к механизму ножа является его точное положение относительно фальцваликов при вводе листа между ними. Механизм движущегося возвратно-поступательно ножа в наименьшей мере подвержен вибрациям.








