 2014-02-09
2014-02-09 2157
2157Конструкция. Наиболее распространены станки, у которых шпиндель установлен горизонтально, а ящичные дощечки, уложенные пачкой на рабочий стол, подаются вертикально, по направлению касательной к окружности резания инструмента.
По такому принципу работает, например, станок ШПА-40 (рис. 110). На станине в подшипниках 1 и 3 закреплен шпиндель, который через шкив и ременную передачу связан с электродвигателем. На станке размещены элементы гидропривода подачи стола. Гидроцилиндр 8, пусковая аппаратура электродвигателей (кнопочная станция и магнитный пускатель) смонтированы в шкафу. Один из трех подшипников, в которых закреплен шпиндель, при установке режущего инструмента снимается. Стол 7 установлен подвижно на салазках в направляющих станка. Заготовки на столе закрепляются зажимами 5, расположенными на стойках 4, которые соединены с гидросистемой шлангами 6. В качестве режущего инструмента используют специальные фрезы для прямых ящичных шипов.
Схема гидропривода подачи стола показана на рис. 111. Рабочая жидкость из бака 1 через фильтр 2,и трубопровод 3 забирается насосом 4 и подается в напорную линию.
С напорной линией непосредственно соединены гидроцилиндры 10, крановый аппарат управления 9, реверсивный направляющий гидрораспределитель 6 и предохранительный клапан 5. В нерабочем состоянии рабочая жидкость в напорной линии не находится под давлением, так как верхняя полость предохранительного клапана через направляющий 13 и крановый 9 гидрораспределители соединена со сливной линией, поэтому рабочая жидкость через гидрораспределитель предохранительного клапана свободно сливается в бак.
Для включения подачи кран управления поворачивают по часовой стрелке, при этом верхняя полость реверсивного гидрораспределателя 6 и полость гидрораспределителя 13 подсоединяются к напорной линии, а нижняя полость гидрораспределителя 6 – к сливной.
В напорной линии давление возрастает до предельного, установленного клапаном 5, и гидроцилиндры 10, укрепленные на
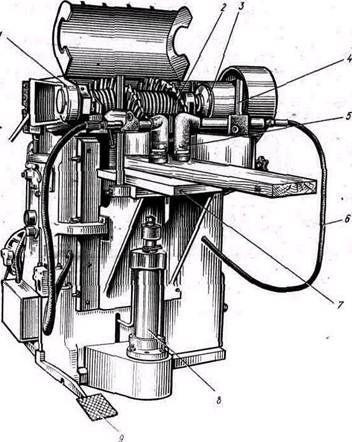
Рис. 110. Станок ШПА-40:
1,3 — подшипники. 3 — фрезы, 4 — стойка, 5 — зажим, 6 — шланг, 7 — стол,- 8 — гидроциляндр, 9 — педаль
стойках 11 и постоянно соединенные с напорной линией, срабатывают, а зажимы зажимают дощечки, уложенные на столе станка. В это же время поршенек направляющего гидрораспределителя 6 под действием давления рабочей жидкости сверху перемещается вниз, сообщая нижнюю полость гидроцилиндра 14 с напорной линией, а верхнюю—со сливной. Шток гидроцилиндра 14 поднимается, надвигая стол с уложенными дощечками в сторону вращающихся фрез.
В крайнем верхнем положении стол штангой 12 поворачивает кран гидрораспределителя 9 в исходное положение. При этом верхняя полость гидрораспределителя 6 соединяется со сливной, а нижняя – с напорной линией. Поршенек гидрораспределителя 6 поднимается, соединяя нижнюю полость гидроцилиндра со сливной; а верхнюю – с напорной линией; шток гидроцилиндра 14
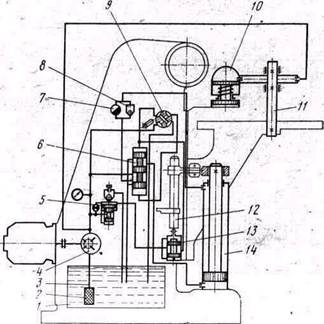
Рис. 111. Схема механизма гидропривода подачи станка ШПА-40:
1 – бак, 2 – фильтр, 3 – трубопровод, 4 – насос, 5 – предохранительный клапан, 6 – реверсивный направляющий гидрораспределитель, 7 – дроссель, 8 – обратный клапан, 9 – крановый гидроаппарат, 10 – гидроцилиндр, приводящий зажимы, 11 – стойка крепления зажимов, 12 – штанга, 13 – направляющий гидрораспределитель, 14 – гидроцилиндр, собщающий усилие подачи
вместе со столом перемещается вниз. Предохранительный клапан 5 в это время поддерживает давление, так как в гидрораспределителе 13. под действием пружины поршенек находится в верхнем положении и трубка, идущая от предохранительного клапана, оказывается изолированной.
Когда стол займет исходное положение, штанга 12 воздействует своей торцовой плоскостью на поршенек гидрораспределителя 13 и переводит его в крайнее нижнее положение, при котором он соединяет предохранительный клапан со сливной линией.
Давление в гидросети падает, поршни гидроцилиндров поднимаются, давая возможность станочнику убрать со стола станка обработанные дощечки и уложить новые. После этого цикл повторяется.
Скорость подачи устанавливают дросселем 7, скорость холостого хода при настройке не изменяется, так как рабочая жидкость течет через обратный клапан 8.
Настройка станка. Чтобы установить на с танке режущий инструмент, снимают съемный подшипник и надевают на шпиндель фрезы, одинаковые по толщине и с одной величиной окружности резания. Фрезы устанавливают на расстоянии друг от друга, равном толщине шипа, и разделяют кольцами. Для соединения деталей необходимо, чтобы на одной из сопрягаемых дощечек шип начинался непосредственно на ее кромке, а на другой – на расстоянии от кромки, равном ширине проушины. При зарезке шипов кромки дощечек базируют по упорной линейке стола, а торцы по упору.








