 2014-02-12
2014-02-12 1236
1236Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем удаления с него определенного слоя материала.
При достижении точности замыкающего звена методом пригонки на все составляющие звенья размерной цепи устанавливают целесообразно достижимые (экономичные) в данных производственных условиях допуски:

Значения полей допусков, установленные вне связи с заданным значением  поля допуска замыкающего звена, могут привести к тому, что отклонения замыкающего звена будут выходить за его пределы, т.е.
поля допуска замыкающего звена, могут привести к тому, что отклонения замыкающего звена будут выходить за его пределы, т.е.
Избыток погрешности на замыкающем звене, наибольшее значение которого называют наибольшей расчетной компенсацией  , должен быть удален из размерной цепи путем изменения значения заранее выбранного компенсирующего звена.
, должен быть удален из размерной цепи путем изменения значения заранее выбранного компенсирующего звена.
При выборе в размерной цепи компенсатора руководствуются следующими соображениями:
1. В качестве компенсатора выбирают деталь, изменение размера (являющегося одним из составляющих звеньев) которой при дополнительной обработке требует наименьших затрат.
2. Недопустимо в качестве компенсатора выбирать деталь, размер которой является общим составляющим звеном параллельно связанных размерных цепей. Нарушение этого условия приводит к возникновению погрешности, «блуждающей» из одной размерной цепи в другую.
Произвольное назначение координат середин полей допусков составляющих звеньев может привести к тому, что у компенсатора не окажется нужного запаса материала для пригонки. Для того чтобы обеспечить на компенсаторе минимально необходимый слой материала (припуск) для пригонки, и в то же время достаточный для устранения максимального отклонения замыкающего звена, в координату середины поля допуска компенсирующего звена необходимо ввести поправку  .
.
Пусть в трехзвенной размерной цепи А (рис.9.1) требуемая точность замыкающего звена характеризуется величинами  и
и  ;
;  и
и  - поля допусков составляющих звеньев, экономически целесообразные для данных производственных условий;
- поля допусков составляющих звеньев, экономически целесообразные для данных производственных условий;  и
и  - координаты середин полей допусков.
- координаты середин полей допусков.
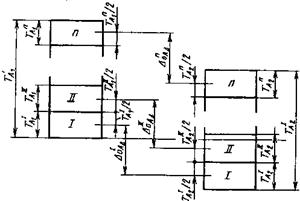
а)
б)
Рис 9.1. Достижение точности методом групповой взаимозаменяемости
при соблюдении первого условия (а) и его нарушении (б)
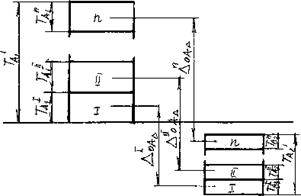
При этих допусках отклонения замыкающего звена  возможны в пределах
возможны в пределах  при координате середины поля допуска
при координате середины поля допуска  . Наибольшее возможное отклонение отстоит от верхней границы на величину
. Наибольшее возможное отклонение отстоит от верхней границы на величину  (рис.9.2), значение которой может быть определено следующим путем:
(рис.9.2), значение которой может быть определено следующим путем:


Отсюда

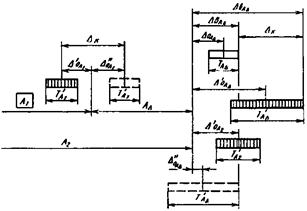
Рис.9.2. Схема определения поправки
Основным преимуществом метода пригонки является возможность изготовления деталей с экономичными допусками. Методом пригонки может быть обеспечена высокая точность замыкающего звена. Однако пригоночные работы в основном выполняются вручную и требуют высококвали-фицированных рабочих.








