 2015-01-30
2015-01-30 1432
1432Анализ причин аварий и отказов в нефтехимических и химических производствах показывает, что многие из них являются следствием нарушения герметичности разъемных соединений (РС) корпусов сосудов и другого технологического оборудования. Дефекты, отклонения геометрической формы и размеров уплотнительных поверхностей РС снижают их герметичность и могут привести к полной разгерметизации.
Техническое состояние РС оценивают:
-при техническом освидетельствовании;
-при плановых остановках оборудования, когда предусмотрено вскрытие сосудов и аппаратов;
-в процессе эксплуатации, во время внеплановых остановок - по требованию службы технадзора по результатам визуального контроля и данных эксплуатации;
-в случае разгерметизации РС.
Используются визуальный и инструментальный методы.
Контролируемые параметры и выявляемые дефекты уплотнительных поверхностей деталей разъемных соединений:
-диаметр уплотнительных поверхностей;
-отклонения формы уплотнительных поверхностей (некруглость — овальность и огранка, к которой можно отнести выработку);
|
|
|
-прямолинейность образующей уплотнительной поверхности;
-шероховатость уплотнительной поверхности;
-угол наклона уплотнительной поверхности к оси сосуда;
-резьба шпилек и гаек основного крепежа узла уплотнения (диаметр, шаг);
-шероховатость контактных поверхностей деталей соединения шайба-гайка (контакт по сфере);
-трещины на уплотнительной поверхности, на резьбовой и гладкой частях крепежных шпилек;
-дефекты уплотнительных поверхностей механического и коррозионного происхождения;
-резьба шпилек и гаек крепежа РС (механические повреждения, коррозия, шероховатость).
Контроль и измерения должны проводиться на зачищенных деталях.
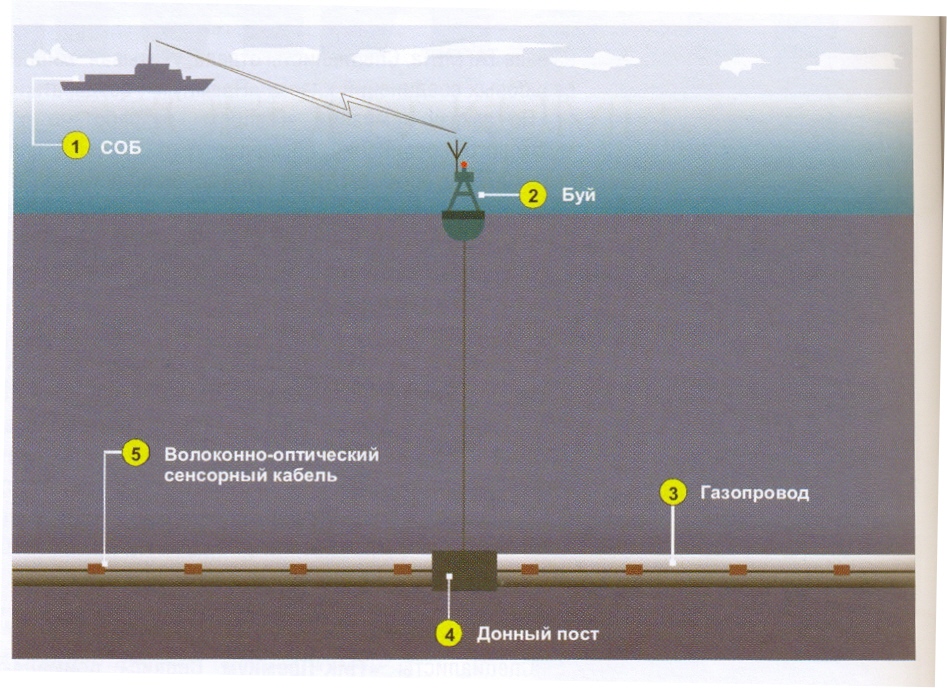
Фрагмент системы диагностики и дефектоскопии
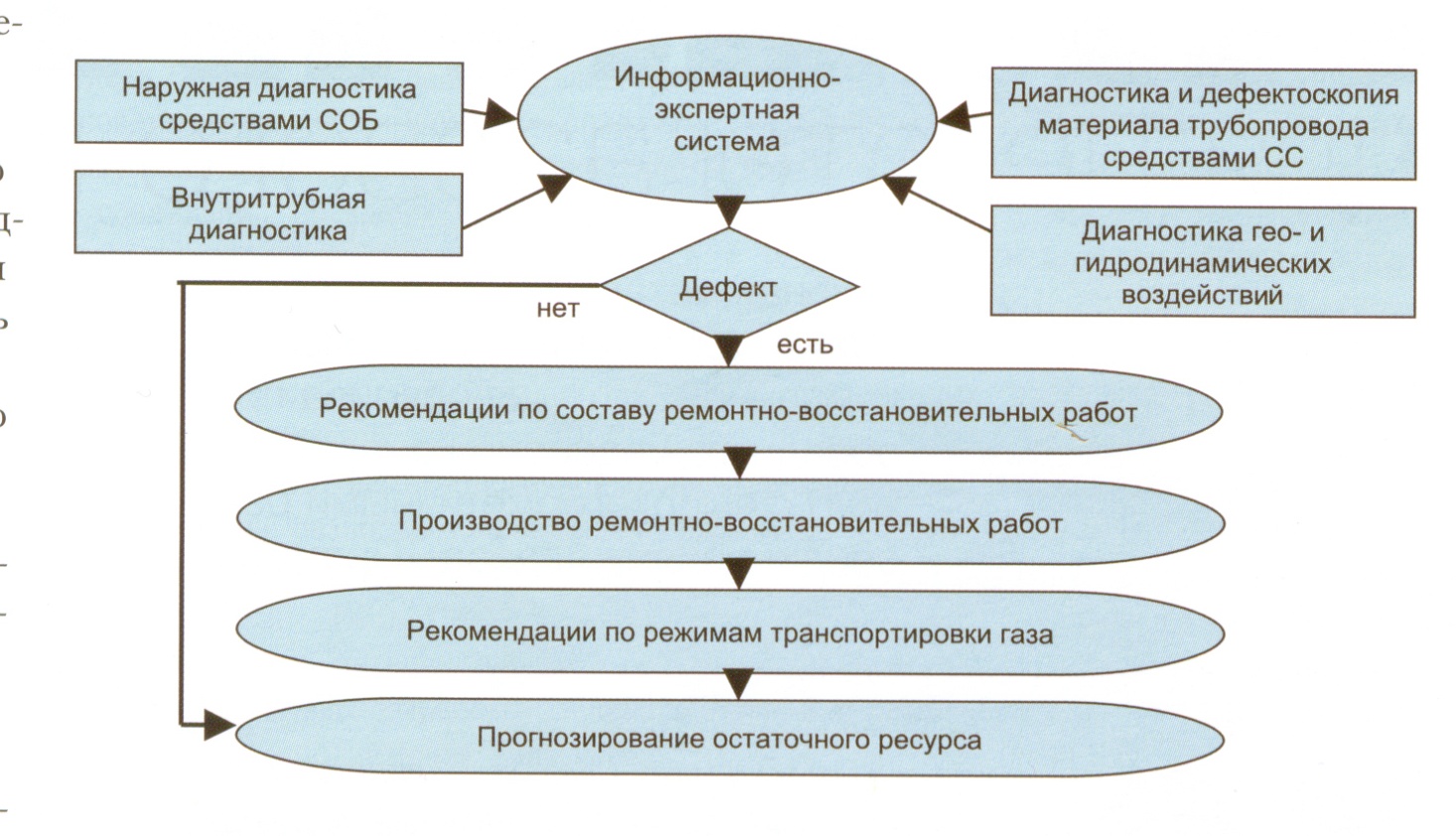
Структурная схема мониторинга технического состояния ММГ
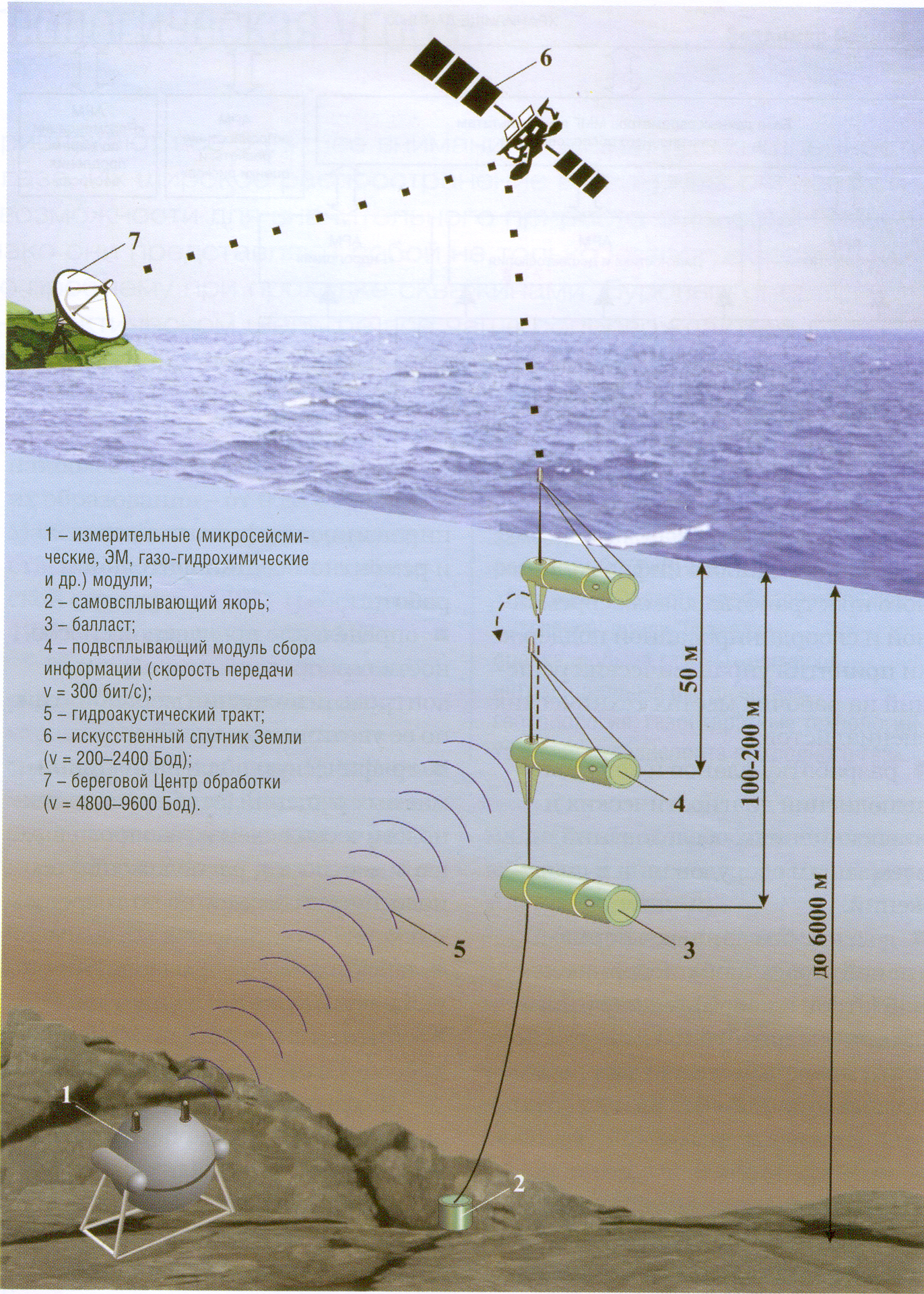
Система мониторинга геологической среды континентального шельфа России








