 2015-01-30
2015-01-30 982
982Вид термической обработки, позволяющий получить конечные свойства материала и изделия, называется спеканием. Оно заключается в нагреве и выдержке сформованного изделия (заготовки) при температуре ниже точки плавления основного компонента. Для многокомпонентных систем различают твердофазное и жидкофазное спекание. Твердофазное спекание сопровождается возникновением и развитием связей между частицами, образованием и ростом контактов (шеек), закрытием сквозной пористости, укрупнением и сфероидизацией пор, уплотнением заготовки за счет усадки (рис. 8.4, а). В процессе спекания происходит массоперенос вещества через газовую фазу за счет поверхностной и объемной диффузии, вязкого течения, течения, вызванного внешними нагрузками (спекание под давлением). При спекании наблюдается также рекристаллизация (рост одних зерен за счет других той же фазы). Уплотнение при нагреве в основном происходит за счет объемной деформации частиц, осуществляемой путем объемной самодиффузии атомов.
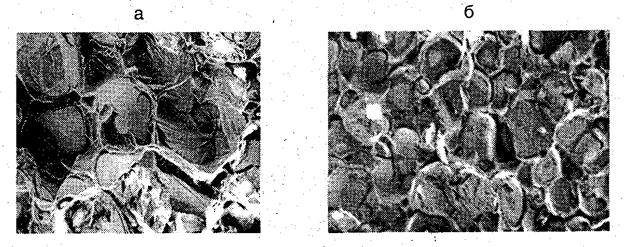
Рис.8.4. Поверхности излома спеченных порошковых материалов (а) и образование межчастичного контакта в условияхжидкофазного спекания (б)
Жидкофазное спекание протекает в присутствии жидкой фазы легкоплавкого компонента, которая хорошо смачивает твердую фазу, улучшает сцепление между частицами, увеличивает скорость диффузии компонентов, облегчает перемещение частиц друг относительно друга. Плохая смачиваемость препятствует уплотнению. Твердая фаза в зоне контакта может растворяться в жидкой, интенсифицируя процессы массопереноса (рис. 8.4, б). Различают системы с нерастворимыми компонентами, с ограниченной растворимостью и со значительной взаимной растворимостью компонентов. Жидкофазное спекание таких систем имеет особенности, связанные с преобладанием одной из стадий:
□ вязкое течение жидкости - перегруппировка частиц;
Q растворение - осаждение; образование жесткого скелета.
Спекание проводят в среде защитного газа или вакууме.
Совмещение процесса прессования и спекания наблюдается при горячем прессовании, которое производят при температуре (0,5...0,9) Тт основного компонента. Высокая температура прессования позволяет снизить в несколько десятков раз давление прессования. Время выдержки составляет от 15...30 мин до нескольких часов. Горячее прессование применяют для труднопрессуемых порошков с целью получения высоких физико-механических свойств. Горячепрессованные детали имеют мелкозернистую структуру. Пресс-форму, в которой осуществляют горячее прессование, изготавливают из жаропрочных материалов, а при прессовании тугоплавких соединений - из графита, прочность которого с увеличением температуры повышается.








