 2015-01-07
2015-01-07 1054
1054
· Передний угол γ зависит от свойств обрабатываемого материала и материала инструмента.
С увеличением прочности и твердости обрабатываемого материала оптимальный передний угол уменьшается, а с увеличением прочности инструментального материала – возрастает.
Передние углы заметно влияют на интенсивность вибраций. С уменьшением γ вибрации усиливаются.
При работе с толщиной среза а > 0,2 мм на передней поверхности целесообразно делать фаску шириной от 0,2 до 1,0 мм (табл.1.).
Таблица 1.
| Ширина фаски | γф | γ | |
| Быстрорез | f = а | 00 …50 | 250 … 300 |
| Твердый сплав | f = (1,5…2) а | -50 …-100 | 100 … 250 |
При обработке хрупких материалов, форма передней поверхности с фаской неэффективна.
· Задний угол α служит для уменьшения трения между задней поверхностью и поверхностью резания.
Чрезмерное увеличение заднего угла приводит к снижению прочности и ухудшению теплоотвода. Обычно угол α принимают равным 6…12°
Оптимальное значение α, обеспечивающее максимальную стойкость, зависит от толщины срезаемого слоя. С увеличением толщины срезаемого слоя оптимальный задний угол уменьшается.
При обработке твердых и прочных материалов величины задних углов уменьшаются, а при обработке легких сплавов - увеличиваются.
Для уменьшения вибраций при обработке задние углы приходиться уменьшать.
· Главный угол в плане φ влияет:
- на размеры поперечного сечения срезаемого слоя;
- на стойкость резца;
- на шероховатость обработанной поверхности.
Угол φ выбирают в зависимости от жесткости станка и заготовки, а также от типа и конструкции резца. Его значения находятся в пределах
10° ≤ φ ≤ 100°
· Угол наклона режущей кромки λ оказывает влияние:
- на направление схода стружки;
- на последовательность вступления в работу различных точек режущей кромки;
- на ее активную длину;
- на плавность врезания и выхода режущей кромки из контакта с заготовкой.
Значения угла λ находятся в пределах − 15° ≤ λ ≤ +45°. При λ >6 ° резко возрастают силы Py и Pz (а Pх - уменьшается), что предъявляет повышенные требования к жесткости системы СПИД.

· 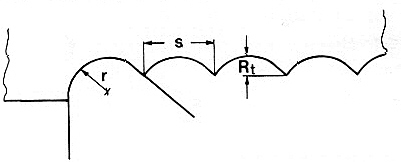 Радиус закругления вершины резца r влияет на работу резца примерно так же, как и углы в плане.
Радиус закругления вершины резца r влияет на работу резца примерно так же, как и углы в плане.
С увеличением r
- прочность режущей кромки у вершины возрастает,
- стойкость повышается,
- шероховатость обработанной поверхности снижается.
Но при этом резко возрастает Pу, что способствует увеличению отжима заготовки и появлению вибраций.
· Оформление передней поверхности:
а) плоская – для обработки прочных сталей, чугуна, хрупких материалов,
б) ломанная,
в) криволинейная – способствует завиванию стружки. С увеличением толщины срезаемого слоя радиус выемки увеличивается. Рекомендуется при обработке мягких, пластичных сталей, вязких цветных металлов и легких сплавов.









