 2015-01-13
2015-01-13 8529
8529ПРОЕКТИРОВАНИЕ
ПОЛИГРАФИЧЕСКОГО И УПАКОВОЧНОГО ПРОИЗВОДСТВА
САМАРА
Издательство СГАУ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ
УНИВЕРСИТЕТ ИМЕНИ АКАДЕМИКА С.П.КОРОЛЕВА (НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ УНИВЕРСИТЕТ)» (СГАУ)
ПРОЕКТИРОВАНИЕ
ПОЛИГРАФИЧЕСКОГО И УПАКОВОЧНОГО ПРОИЗВОДСТВА
Методические указания к курсовому проекту
по дисциплине «Проектирование полиграфического
и упаковочного производства»
САМАРА
Издательство СГАУ
Составители: Е.В. Шокова,.Зинченко В.Н., Яковлева Т.А
УДК СГАУ: 655 (075)
Проектирование полиграфического и упаковочного производства: метод. указания к курсовому проекту по дисциплине «Проектирование полиграфического и упаковочного производства» / Составители: Е.В. Шокова,.Зинченко В.Н., Яковлева Т.А– Самара: СГАУ, 2012– 36с.
Методические указания предназначены для студентов, обучающихся по направлению 261700.62 «Технология полиграфического и упаковочного производства». Приводятся материалы, необходимые для выбора варианта и выполнения курсового проекта. Изложено содержание и методика выполнения работы.
Печатаются по решению редакционно-издательского совета Самарского государственного аэрокосмического университета.
Рецензент д.т.н., проф. Каргин В.Р.
1. Задание на проектирование
К наиболее важным, необходимым для проектирования, техническим показателям книжно-журнальной продукции можно отнести следующие:
· наименование изданий;
· количество изданий в технологически однородной группе;
· количество выходов в год (периодичность);
· формат издания;
· средний объем издания в физических печатных листах;
· средний тираж издания в тысячах экземпляров;
· красочность;
· содержание внутритекстовых иллюстраций в издании в процентах.
Наименование изданий. Этот показатель характеризует всю группу изданий, расположенных в одной строке промзадания (или, как еще говорят, в одной расчетной позиции), с точки зрения их структуры (однотомные или многотомные), целевого назначения (научные и научно-популярные, учебники для школ и для вузов) и характера информации (официальные, справочные, литературно-художественные издания). Эти характеристики определяют читательскую категорию, условия, интенсивность и сроки пользования изданием, требования к материалам, и качеству полиграфического исполнения. Эти факторы, в свою очередь играют большую роль при выборе полиграфического оформления изданий и технологии их производства.
Количество изданий - число технологически и конструктивно однородных изданий в группе. Под однородностью изданий понимают совпадение или близость их технических показателей, что и позволяет объединить эти издания в группу и поставить" в одну строку промзадания. Из этого следует, что для изготовления всех изданий, входящих в группу, должны использоваться одни и те же технологические процессы, материалы, оборудование, т.е. с технологической точки зрения все они совершенно одинаковы (или почти одинаковы, на что указывает применение некоторых усредненных показателей: средний объем, средний тираж, среднее количество иллюстраций в издании).
Периодичность (характеристика журнальных, газетных и некоторых других изданий) - количество номеров издания, которые должны быть выпущены в течение года. В одной строке промзадания могут находиться несколько однотипных журнальных изданий, характеризующихся одной и той же периодичностью. Тогда годовое количество журнальных номеров определяется как произведение количества изданий и количества выходов в год.
Формат. Под форматом издания понимают размеры (в миллиметрах) обрезанного с трех сторон книжного, брошюрного или журнального блока. В полиграфии широко используется условное обозначение формата через размер исходного бумажного листа, и долю листа, поскольку такое обозначение дает гораздо больше информации, необходимой для проектирования технологического процесса, чем простое указание размера издания в метрических единицах. Из обозначения 84x108 1/32 или, что то же самое, 84x108/32 следует, что формат издания (до обрезки) равен размеру тридцать второй доли бумажного листа формата 84x108 см (см.рис.1). Такой размер будут иметь, естественно, и книжный блок, и каждая тетрадь, входящая в его состав, и каждая страница издания.
| 84х108/32 | 84х108/32 | ||||||||||||
а) б)
Рис.1. Бумажный лист, физический печатный лист и формат издания
Бумажный лист (единица измерения количества бумаги) - это лист печатной бумаги вполне определенного, стандартного, формата. Наибольшее применение получили следующие стандартные форматы листов книжно-журнальной бумаги (см): 60x84; 60x90; 70x90; 75x90; 70x100; 70x108; 84x108, Печатание книжно-журнальной продукции может осуществляться только на листах стандартных форматов (одинарный формат) или на листах, форматы которых в 2, 4, 8 раз больше или меньше стандартного. Таким образом, формат исходного бумажного листа издания берется за основу при определении формата тиражного (прогонного) листа, т.е. формата проектируемой печатной машины.
Это означает, например, что издание формата 84x108/32 можно печатать на машинах формата 84x108, 54x84, 42x54, 108x168 см (I, 0,5, 0,25, 2 бум.л. соответственно). Легко убедиться, что для получения заданного формата издания формат одной страницы должен составлять 84х108/32, 54x84/16, 42x54/8, 108x168/64, однако, поскольку в обозначении формата издания должен обязательно фигурировать формат стандартного бумажного листа, формат издания для всех этих случаев будет единым: 84х 108/32.
С понятием "бумажный лист" непосредственно связано понятие о единице измерения объема издания, именуемой физическим печатным листом. За один физический печатный лист условлено считать один бумажный лист, запечатанный с одной стороны, или половину бумажного листа, запечатанную с обеих сторон.
Средний объем. Объемом издания называют количество физических печатных листов в одном экземпляре книги, брошюры или журнала. Поскольку количество страниц в печатном листе всегда известно, объем издания может быть также определен и в страницах.„Объемы изданий, стоящих в одной расчетной позиции, могут незначительно отличаться друг от друга, поэтому в качестве общего показателя и принимается средний объем издания.
Объем издания может выражаться в условных единицах - условных, или приведенных, печатных листах. За один условный печатный лист принят один физический печатный лист формата 60x90 см (т.е. бумажный лист формата 60x90 см, запечатанный с одной стороны). Объем издания, исчисленный в физ.печ.л., может быть выражен в условных печатных листах с помощью коэффициента приведения, который представляет собой отношение площади физического листа (т.е. фактически исходного бумажного листа издания) к площади листа форма-' та 60x90 см. Для основных форматов бумаги коэффициенты приведения представляет собой следующие величины:
 ,
,  ,
,  ,
,  ,
,  ,
, 
Таким образом,

где V - объем издания в физ.печ.л.;
V усл. - объем издания в усл.печ.л.;
Kпр - коэффициент приведения.
Средний тираж. Тиражом называется общее количество экземпляров одного и того же издания. Поскольку тиражи изданий, относящихся к одной расчетной позиции, могут незначительно различаться, в промзадании указывают обычно средний тираж. Одно и то же издание может быть изготовлено одновременно на одном предприятии. Однако по разным причинам оно может изготовляться и по частям: одновременно на разных- предприятиях или в разное время на одном или разных предприятиях. В этих случаях отдельные части одного и того же тиража именуются заводами.
Красочность. Этот показатель выражает количество красок, которое печатается на лицевой и оборотной сторонах каждого бумажного листа издания. Если все бумажные листы имеют одну и ту же красочность лица Кл и одну и ту же красочность оборота Kоб (причем возможно, что Кл = Коб или не равно) то красочность издания характеризуется двумя числами, например, I+I, 2+1, 4+2, 4+4. В этом случае может быть определена средняя красочность издания Кср, которая представляет собой полусумму красочностей лица и оборота:
 .
.
Если же различные бумажные листы издания печатаются в разное количество красок, то в задании указывается.красочность каждого бумажного листа. Например: в издании объемом 20 физ.печ.л.= 10 бум.л. 3 бум..л. имеют красочность 4+4, 3 бум.л. - 4+1, 4 бум.л. - 4+2. В таких случаях средняя красочность издания определяется как средневзвешенная величина, где вес - это количество бумажных листов, имеющих определенную среднюю красочность:
Кср. = ((3*(4+4))/2 + (3*(4+1))/2 + (4*(4+2))/2) / 10 = 3,15
Как видно из этого примера, средняя красочность - величина условная и часто не имеет физического смысла, т.е. не может охарактеризовать истинную красочность издания: 2+1 / 2 = 1,5; 4+1/2 = 2,5; 4+2/2=3, но одновременно 3+3/2 = 3 и 5+1/2 = 3. Правда, иногда средняя красочность однозначно характеризует красочность издания (1 = 1+1/2; 2 = 2+2/2; 4 = 4+4/2) и в таких случаях ее значение может указываться в задании на проектирование.
Средняя красочность играет важную роль в расчетах объема работы при многокрасочной печати.
На основании известных характеристик издания составляется промзадание. Промзадание составляется в виде таблиц, раздельно для каждого вида продукции: книги, журналы, листовые издания, газеты и т.д. На основе показателей промзадания с привлечением нормативных данных, технологических инструкций, стандартов, технических условий и формируется технология производства на отдельных участках, в цехах или на полиграфическом предприятии в целом.
Примерное промзадание на изготовление книжно-журнальной продукции приведено в табл.1.
Таблица 1 –Промзадание на выпуск книжно-журнальной продукции
| Промышленное задание на изготовление книжно-журнальных изданий | |||||||||||||||||
| № расчетной позиции | Наименование изданий | Количество изданий | Периодичность | Формат | Средний объем, физ.печ.л. | Средний тираж» тыс,экз. | Красочность | Содержание внутритекстовых иллюстраций. % | Внешнее оформление изданий | Печать дополнительных элементов | |||||||
| обложка, переплетная крышка | вклейки, приклейки | вкладки, накидки, форзацы | |||||||||||||||
| штрих | растр. | тип | количество прогонов при тиснении | количество красок при печати | количество экземпляров в изд. | красочность | количество экземпляров в изд. | красочность | красочность | ||||||||
| I | |||||||||||||||||
| Книжные Издания. | |||||||||||||||||
| Собрания сочинений | 84x108/32 | 4 + 4 | |||||||||||||||
| Отдельные прозаические произведения | 60x90/16 | 4 + 2 | |||||||||||||||
| Поэтические сборники | 70x100/32 | 2 + 0 | |||||||||||||||
| Школьные учебники | 70x90/16 | ||||||||||||||||
| Научно-популярные издания | 84x108/32 | 4 + 2 | |||||||||||||||
| Журнальные Издания | |||||||||||||||||
| Журналы типа экран | 70x108/8 | 4+2 | своя обложка | ||||||||||||||
| Журналы для детей | 60x90/8 | ||||||||||||||||
| Журналы типа "наука и жизнь" | 70x108/16 | 4 + 4 | 4 + 4 |
2. Анализ изданий
В начале проектирования издания указывается его назначение для определенного круга читателей. В соответствии с этим определяется издательско-полиграфическое оформление проектируемого издания, которое должно соответствовать требованиям нормативного документа на выбранный тип издания (табл.1).
Таблица 2 - Издательско-полиграфическое оформление издания
| Количественные | ||||
| № п/п | Показатели оформления | характеристики показателей согласно ОСТ, ГОСТ, ТУ | Проектируемые характеристики | Примечание |
Требования к издательско-полиграфическому оформлению различных изданий сформулированы в нормативных документах. При заполнении таблицы студент должен в графе 2 указать все показатели.
При заполнении таблицы дается характеристика проектируемого издания с указанием его структурных элементов, а именно:
количества тетрадей, характера фальцевания тетрадей (простой или сложный), количества страниц в тетради, отдельного иллюстративного материала (вклеек, накидок или отдельно сфальцованных тетрадей), рекомендаций по его комплектовке с тетрадями издания, формата, красочности форзаца, текстового и иллюстративного материала, а также оформления, предусмотренного нормативным документом, название которого указывается в заголовке графы 3. В этой графе указываются количественные характеристики показателей, приведенных в графе 2. В графе 4 указываются количественные характеристики показателей оформления, выбранные студентом. Если они не соответствуют требованиям стандарта, то в примечаниях (графа 5) дается обоснование такого решения.
Конструкция проектируемого издания определяется красочностью иллюстративного и текстового материала, характером сфальцованных тетрадей (простые или сложные), количеством страниц в тетради, количеством тетрадей с учетом рекомендаций по их комплектовке и способа соединения с отдельными иллюстрациями (в виде вклеек, накидок или отдельно сфальцованных тетрадей), видом форзаца и характером его оформления, типом и оформлением обложки или переплета.
3. Проектирование технологического процесса
3.1 Выбор способа печати
Вид и способ печати издания зависят главным образом от характера иллюстрационного материала в сочетании с тиражом издания [1 ]. Как известно, существуют три вида печати: высокая (флексографская), плоская и глубокая. Следует дать анализ тем способам печати, которые могут быть использованы для производства заданных видов полиграфической продукции, привести достоинства и недостатки этих способов печати, область применения. В конце раздела необходимо сделать вывод и указать принятый к проектированию способ печати.
3.2 Разработка технологического маршрута производства
Схема технологического процесса изготовления продукции должна включать основные производственные процессы, в т.ч. процессы подготовки материалов, свойственные именно выбранному печатному оборудованию. Пример составления технологической схемы производства полиграфической продукции представлен на рис.1.
3.3 Выбор оборудования
В разделе обосновывается выбор основного технологического оборудования, даются его характеристики (табл.), кратко описываются технические возможности и преимущества данной модели и особенности ее эксплуатации, приводится принципиальная схема конструкции печатной машины (рис. 1).
Рациональный выбор комплекта оборудования для выпуска полиграфической продукции различными тиражами можно осуществлять путем прогнозирования технико-экономических показателей, характеризующих эффективность различных вариантов производства. Так как в полиграфическом производстве продукции любого вида главным является печатный процесс, то правильный выбор печатной машины во многом определяет эффективность всего производства в целом. Одним из решающих факторов выбора технологии печатания и вида печатной машины является характер продукции. При этом будем иметь в виду, что одну и ту же продукцию можно отпечатать на различных типах машин одного вида.
Печатные машины для изготовления основной и отдельно печатающихся частей издания выбираем таким образом, чтобы они соответствовали проектируемому изданию с точки зрения точности воспроизведения, тиража, красочности, формата. Основными критериями такого выбора служат выполнение производственной программы и окупаемость комплекта оборудования.
Рисунок 1 – Схема технологического маршрута подготовки
заказа к печати в печатном цехе (пример)
В свою очередь, тип печатной машины диктует подбор комплекта оборудования для осуществления наборных, репротехнических, формных и отделочных процессов. Поэтому для выбора оптимального решения по подбору комплекта оборудования целесообразно использовать метод вариантов, а потом, при их сравнении, выбрать наилучший по ряду технических и экономических показателей.
Указанный в таблице коэффициент использования оборудования Ки рассчитывается следующим образом:

где Кп — коэффициент полезного действия времени печатс
где Тп — время печатания тиража;
Тв — время на технологические остановки машины.
Коэффициент использования машины по формату (Кф) бумажного листа
где Sф — формат бумажного листа проектируемого издания;
Sп — максимальный (паспортный) формат бум. листа печатной машины.
Коэффициент использования машины по оборотам (Коб)
где Пф — выбранное количество оборотов для проектируемого издания;
Пк — максимальное количество оборотов согласно паспортным
данным машины.
Выбору подлежит также остальное оборудование, участвующее в технологическом процессе, оно также выбирается на основании сравнительного анализа минимум двух моделей с указанием технических характеристик и преимуществ – оснований выбора
Таблица 3 – Технические характеристики печатного оборудования
| п/п | Основные показатели | Название машины | Название машины | |
| Максимальный формат запечатываемого листа бумаги, см | ||||
| Номинальный формат запечатываемого листа бумаги, см | ||||
| Скорость работы, об/ч | ||||
| Красочность (схема печати: 1/0, 2/2,4/0 ….) | ||||
| Габаритные размерв | ||||
| Масса, т | ||||
| Потребляемая мощность, кВт | ||||
| Стоимость, тыс. руб. | ||||
| Количество обслуживающего персонала, чел. | ||||
| Среднегодовое время простоя на ремонтах, осмотрах, ч | ||||
| Трудоемкость текущего ремонта, н-ч. | ||||
| Норма времени на приладку (приправку) одной формы для … группы сложности, ч | ||||
| Норма времени на печать для … группы сложности, ч / тыс. лист-прог. | ||||
| Кф | ||||
| Кпеч | ||||
| Коб | ||||
| Ки | ||||
.
| 1. стапель самонаклада 2. наклонный стол 3. механизм равнения листов (передние нижние упоры) 4. ротационный форгрейфер 5. передаточные цилиндры | 6. накопительный цилиндр 7. печатный цилиндр 8. офсетный цилиндр 9. формный цилиндр 10. замедляющее вакуумное устройство 11. приемный стапель |
Рисунок 2 - SM 102-4 P (упрощенная схема построения)
3.4 Выбор материалов
Выбор материалов, необходимых для изготовления печатной продукции основывается на анализе свойств и их соответствии санитарно-гигиеническим, эксплуатационным, техническим и другим требованиям к продукции или процессам производства. В зависимости от принятой технологии и оборудования, подлежат выбору и обоснованию следующие материалы (пример оформления - табл.4): запечатываемый материал (бумага, картон, полимерные материалы и пр.), краски и лаки, увлажняющий раствор, декель, материалы для изготовления переплета и отделки (фольга, пленка для ламинирования и пр.) и т.д.
Таблица 4 – Печатно-технические свойства бумаги
| Показатель | Бумага 1 | Бумага 2 |
После каждой таблицы производится анализ свойств и аргументированное обоснование выбора материала.
3.5 Контроль качества
Поскольку ведущим производственным процессов в полиграфическом производстве является печатный процесс, в курсовом проекте рассматриваются вопросы контроля качества именно на этом этапе. Результатом разработки данного раздела является карта технологического процесса (табл. 5).
Таблица 5 - Карта технологического процесса печати
| Наименование операции | Назначение и сущность операций | Применяемое оборудование | Материалы | Объекты, параметры, методы и средства контроля |
3.6 Составление спуска полос
На одном листе бумаги следует печатать элементы только одного и того же издания. Теоретически можно себе представить, как печатаются на одном листе, например, вклейки для разных книг. Однако для этого необходимо, чтобы совпадали их технические показатели (формат, тираж, красочность), характеристики основных печатных материалов, а также графики прохождения изданий в производстве. Очевидно, что в производственных условиях такое совпадение может встречаться очень редко.
Следует условиться о том, что в данном случае мы будем
понимать под термином "сюжет". Это понятие нам понадобится в чисто методических целях, оно будет иметь смысл, в некотором отношении отличный от того, который мы вкладываем в слово "сюжет", характеризуя изобразительные оригиналы. Давая характеристику иллюстративных элементов, печатающихся отдельно от текста (вклейки, накидки и т.п.), будет называть сюжетом изображение или несколько изображений, находящихся на одной полосе (странице). Таким образом, двусторонняя вклейка или приклейка несет два сюжета, односторонняя - один, вкладка или накидка - четыре сюжета (поэтому даже одну иллюстрацию, напечатанную на развороте вкладки и занимающую две страницы, будем условно считать состоящей из двух сюжетов). Изображения, находящиеся на печатных форзацах, обложках типов 1, 2, 3 и 4, запечатываемых с одной стороны, и обложках, предназначенных для оклейки переплетных крышек, будем считать одним сюжетом. Для двусторонних обложек всех типов примем, что они несут два сюжета: один - соответствует лицевой стороне обложки (1-я и 4-я страницы), второй - ее оборотной стороне (2-я и 3-я страницы). В связи с условностью понятия "сюжет" при проектировании и расчетах технологического процесса печатания следует быть предельно внимательными, чтобы не допустить ошибок. В процессе проектирования репротехнического производства принятую в данном разделе трактовку термина "сюжет" использовать нельзя.
Обложки, форзацы и отдельно печатающиеся иллюстрации должны размещаться на листе таким образом, чтобы их корешки были параллельны машинному направлению волокон бумаги (т.е. длинной стороне листа одинарного формата). По этой причине при раскрое обложечной, форзацной или печатной бумаги практически всегда неизбежны отходы. Задача заключается в том, чтобы минимизировать эти отходы путем выбора листов бумаги соответствующего формата и оптимального размещения элементов издания на форме. При этом следует учитывать, что форматы листов обложечной и форзацной бумаги фабричного изготовления отличаются от стандартных форматов книжно-журнальной бумаги (15;п.2.4.5. 3.4.2.)
При печатании элементов изданий чаще всего не удается добиться полного использования площади формных цилиндров листовых печатных машин. В любом случав нужно стремиться к тому, чтобы разница между максимальным форматом машины по печати и форматом прогонного (тиражного) листа была по возможности наименьшее.
При выборе печатного оборудования нужно находить рациональное сочетание формата машины по печати, прогонных тиражей и количества приладок и их продолжительности.
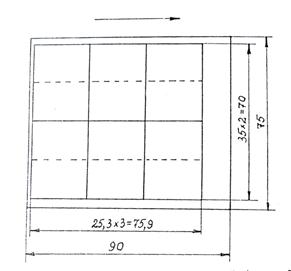
Рисунок 3 - Схема размещения на листе печатной бумаги формата 75x90 см заготовок покровных сторонок для оклейки переплетных крышек типа 5
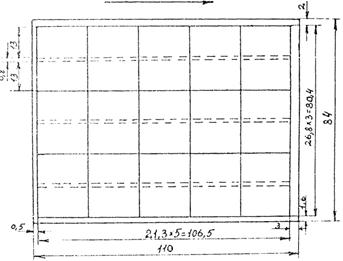
Рисунок 4 - Схема размещения на листе обложечной бумаги формата 84x110см обложек типа 3
Технологические расчеты выполняются в процессе проектирования полиграфического производства. Они должны быть основаны на применении однозначно определенных терминов и единиц измерения, а также на использовании единой рациональной методики определения необходимых величин.
В процессе проектирования рассчитываются следующие показатели:
· объем работы в цехе;
· загрузка по операциям технологического процесса;
· количество оборудования;
· технологическая площадь цеха.
В пояснительной записке приводятся подробные расчеты по всем позициям задания. При этом указываются формулы с расшифровкой входящих в них переменных и, затем, результаты расчета с подстановкой числовых значений с указанием размерности.
При оформлении результатов расчета, полученные данные сводятся в таблицы. Ниже приведены примеры оформления сводных таблиц.
4.1 Расчет объема работ на этапах полиграфического производства
Технические показатели изданий, сведенные в промзадание, позволяют рассчитать годовой объем работы, т.е. количество продукции, которое должно быть изготовлено формным, печатным и брошюровочно-переплетным производством проектируемого или реконструируемого предприятия. Объем работы рассчитывается до принятия каких-либо проектных решений: количество продукции, намеченное к выпуску, не зависит от технологии и оборудования, которые будут выбраны в процессе технологического проектирования.
Годовое количество продукции формного производства определяется в физических листах набора (ф. листов набора)

где V - объема издания в физических печатных листах, ф.п.л.;
в - периодичности издания (количество выходов в год);
Н - количество названий выпускаемых изданий.
За один физический лист набора принимают печатную форму, оттиском с которой является один физический печатный лист, соответствующий формату издания.
Таблица 2 - Расчеты объема работы по изготовлению (книжно-журнальной) продукции
| № расчетной позиции | Годовое количество листов набора | Годовое кол.печ. л. - оттисков,тыс | Годовое кол.краскоот.,тыс | Годовое кол.экзм. готовой продукции,тыс | |||||||
| физических | приведенных | физ. | привед. | физ. | привед. | ||||||
| всего | в т.ч. Заполненных | всего | в т.ч. Заполненных текстом | ||||||||
| текстом | иллюстрациями | ||||||||||
| штриховые | растровые | ||||||||||
| I |
Таблица 3 - Расчет загрузки по печати (книжно-журнальной) продукции
| № расчетной позиции | Способ печати | Печатная машина | Формат прогонного(тиражного листа),см. | Характер печатной формы | Состав печатной формы | Прогонные тиражи, тыс. листопрогонов | Количество страниц в одной тетради | Годовое количество | Годовое количество краскоформ | ||||
| форм приправок (приладок) | смен форм | листопрогонов, | листопрогонов с учетом отходов,тыс | ||||||||||
| I |
Таблица 4 - Расчеты загрузки по печати дополнительных элементов изданий (пример оформления)
| № расчетной позиции | Наименование изданий | Количество изданий | Формат | Наименование элементов издания | Средний тираж тыс,экз. | Количество экз. в издании | Красочность | Формат оттиска по принятой схеме размещения, см | Формат прогонного листа,см | Печатная машина | Кол-во сюжетов на форме | Кол-во первичных сюжетов на форме | Число повторений каждого сюжета | Прогонный тираж с одной маш.формы,тыс. | Кол-во форм-приладок на 1 изд. | Годовое количество | |||
| форм-приладок | краскоформ | листопрогонов, тыс. | листопрогонов с учетом отходов, тыс. | ||||||||||||||||
| I |
Количество листов набора, занятых текстовыми и иллюстрационными элементами формы:
 ,
,
где ЛНТ(НИ) – количество листов набора, занятых текстом (иллюстрациями);
ЛН – общее количество листов набора по данной расчетной позиции промзадания;
а – процент заполнения площади печатной формы текстом/иллюстрациями.
Количество печатной продукции, необходимой для изготовления изданий конкретной расчетной позиции, определяется по формуле
 ,
,
где ЛОТТ – количество печатной продукции в тыс. листов-оттисков, л-отт;
Т – средний тираж изданий, тыс.экз.
При расчетах объема работы печатного производства с учетом красочности изданий количество печатной продукции определяют в краскооттисках:
 ,
,
где kСР – средняя красочность, которая определяется с учетом красочности каждого печатного листа издания.
Годовое количество тетрадей зависит от количества страниц в каждой тетради и рассчитывается в тыс. тетр.
Годовое количество экземпляров готовой продукции Q определяют в тыс.экз. по формуле
Q = в · Н · Т.
4.2 Расчет загрузки по операциям технологического процесса
Годовое количество форм-приладок соствляет
 , [ф.-прил.],
, [ф.-прил.],
где b – количество выходов в год (периодичность);
Н – количество названий изданий;
s – количество сторон листа, запечатываемых в машине;
кл, коб – красочность лицевой и оборотной сторон печатного листа;
Ф – количество краскоформ, устанавливаемых в машину;
V – средний объем изданий в ф.изических печатных листах;
р – количество физических печатных листов в одном листопрогоне.
При определении количества листопрогонов рассуждают так: с каждой формы необходимо получить такое количество оттисков, которое равно прогонному тиражу, поэтому годовое количество листопрогонов ЛГПР определяется как произведение годового количества форм приладок на прогонный тираж
 [тыс. л.-прогонов],
[тыс. л.-прогонов],
где Л1ПР - прогонный тираж с формы, тыс. л.-прогонов.
Прогонный тираж Л1ПР зависит от количества дубликатов d издания, размещаемых на бумажном листе, если они есть (это касается, например, обложек, форзацев, вкладок, листовок и т.п.)(рис. 2).
 ,
,
где d – количество дубликатов на печатном листе.
Годовое количество листов-оттисков при печатании составляет

Годовое количество краско-оттисков при печатании составляет
Условный краско-оттиск – физический краско-оттиск, приведенный к формату 60х90см
 [тыс. усл. кр.-отт.],
[тыс. усл. кр.-отт.],
где КПР – коэффициент приведения бумажного листа к стандартному формату 60х90 см.
 ,
,
где а и в – длина и ширина бумажного листа соответственно.
4.3 Расчет затрат основных материалов
Для расчета затрат материалов [4,5] необходимо рассчитать количество бумаги и краски на изготовление проектируемых видов продукции с учетом особенностей конструкции изданий (наличие форзацев, вкладок и пр.).
Количество бумаги выбранного формата на выполнение годового задания складывается из количества листов бумаги на печать тиража и отходы на технологические нужды, которые зависят от выбранной технологии изготовления продукции, например:
· годовое количество бумажных листов на печать данного вида полиграфической продукции (или полуфабриката)
 ,
,
однако, следует отметить, что при расчете объема V полиграфической продукции необходимо учитывать количество дубликатов, одновременно размещаемых на листе;
· отходы бумаги при печатании полиграфической продукции, тыс.листов
 ,
,
где Кпеч - норма отходов бумаги на каждый краско-оттиск;
· отходы бумаги на приладку, тыс.листов
 ,
,
где  - норма отходов бумаги на приладку на каждую печатную форму [6];
- норма отходов бумаги на приладку на каждую печатную форму [6];
· отходы бумаги на фальцовку продукции, тыс.листов
 ,
,
где  - количество листов, подлежащих фальцовке, тыс.листов;
- количество листов, подлежащих фальцовке, тыс.листов;
 - нормы отходов бумаги на фальцовку продукции;
- нормы отходов бумаги на фальцовку продукции;
· аналогично рассчитываются технологические отходы на другие
операции, если они имеют место в проектируемом техпроцессе.
Годовое количество листов бумаги выбранного формата с учетом отходов на технологические нужды составляет

Таблица – Расчет количества бумаги
| № позиции | Вес 1м2 бумаги, кг | Формат печатного листа | Годовое кол-во листов бумаги, тыс. листов | Вес 1 листа, кг | Потребность, т |
| 0,08 | 60х90 | 0,043 | 12,9 | ||
| … | … | … | … | … | |
| Итого: | … |
Количество краски на годовой объем выпуска продукции  рассчитывается по следующей формуле
рассчитывается по следующей формуле
 ,
,
где  - годовое количество условных краско-оттисков (учетных единиц), тыс. усл.кр-отт;
- годовое количество условных краско-оттисков (учетных единиц), тыс. усл.кр-отт;
 - норма расхода краски на одну учетную единицу, кг [4].
- норма расхода краски на одну учетную единицу, кг [4].
Таблица – Расчет количества краски
| № позиции | Краска | Годовое кол-во уч.ед, тыс. усл. кр-отт | Нормы расхода на 1 уч.ед., кг | Потребность, т |
| Black | 0,032 | 9,6 | ||
| Cyan | 0,068 | 20,4 | ||
| … | … | … | … | … |
| Итого: | … |
4.4 Расчет количества оборудования
К основному производственному оборудованию полиграфических предприятий относятся станки, машины и агрегаты, выполняющие технологические операции в основных цехах.
Для расчётов количества оборудования необходимы следующие исходные данные: а) режим и годовой фонд работы оборудования; б) нормы времени и выработки оборудования при выполнении технологических операций; в) величина загрузки оборудования.
Режим работы определяет количество рабочих дней в году, сменности работы и продолжительность каждой смены, принятые для данного проекта.
При проектировании большинства полиграфических предприятий принимается двусменный режим работы.
При расчётах в процессе проектирования различают календарный и режимный фонды времени, а также годовой фонд времени работы оборудования.
Количество оборудования в цехе рассчитывается по формуле[1]:
 ,
,
где N – годовая загрузка оборудования, уч.ед.;
tШТ – норма времени на обработку учетной единицы, ч;
FД – действительный фонд времени работы оборудования, ч.
Количество печатных машин рассчитывается по формуле[1]:
 ,
,
где NПР – годовое количество приладок, шт.;
tПР – норма времени на приладку, ч;
NПЕЧ – годовая загрузка оборудования, уч. ед.;
tПЕЧ – время выпуска учетной единицы продукции, ч.
Действительный фонд времени работы полиграфического оборудования определяется по производственному календарю на текущий год с учетом сменности работы оборудования по следующей формуле [ 1 ]:
 ,
,
в которой
 ,
,
где  - режимный фонд времени работы оборудования, ч;
- режимный фонд времени работы оборудования, ч;
 - число дней в году, дней;
- число дней в году, дней;
 - число выходных дней в году, дней;
- число выходных дней в году, дней;
 - число праздничных дней в году, дней;
- число праздничных дней в году, дней;
 - число предпраздничных (сокращенных) рабочих дней в году, дней;
- число предпраздничных (сокращенных) рабочих дней в году, дней;
 - коэффициент сменности работ;
- коэффициент сменности работ;
 ,
,
 ,
,
где  - среднегодовой простой оборудования на ремонтах и осмотрах,ч;
- среднегодовой простой оборудования на ремонтах и осмотрах,ч;
 - время простоя по технологическим причинам, ч;
- время простоя по технологическим причинам, ч;
 -суммарный норматив простоя оборудования за весь срок его службы,ч;
-суммарный норматив простоя оборудования за весь срок его службы,ч;
 - нормативный срок службы оборудования, лет;
- нормативный срок службы оборудования, лет;
 - норматив простоя по технологическим причинам, %.
- норматив простоя по технологическим причинам, %.
Простой оборудования на ремонте [ 3 ] рассчитывается по формуле [ 1 ]
 ,
,
где fКАП – затраты времени на капитальный ремонт, ч;
fТЕК – затраты времени на текущий ремонт, ч;
fО – затраты времени на ежемесячный осмотр, ч;
Время остановок на технологические нужды [3] рассчитывается по формуле
 .
.
Расчёты оборудования рекомендуется выполнять по отраслевым единым и типовым нормам или нормам технологического проектирования, которые разрабатываются институтом Гипронии полиграф. Если такие нормы для какого-либо оборудования отсутствуют, можно воспользоваться местными нормами. Во всех случаях нормы должны быть технически обоснованными, т.е. учитывать действительные возможности техники.
Таблица 6 - Расчет количества печатного оборудования
| № | Наименование элементов изданий | Печатная машина | Группа сложности печати | Норма времени,ч. | Норма выработки при печатании тыс. листопрогонв/час | Количество машино-часов | Годовой фонд работы машины при принятом режиме,ч | Расчетное количество машин | ||||
| на одну приправку(приладку) и смывку красочных аппаратов | на одну смену формы | на приправки (приладки) и смывку красочных аппаратов | На смену форм | на печатание | всего | |||||||
| I |
Таблица 7 - Расчеты загрузки по разрезке оттисков
| № | Наименование изданий и их элементов | Номинальное кол-во листопрогонов, тыс. | Кол-во листопрогон, необходимое для получения готового оттиска | Номинальное количество тиражных листов, тыс. | Кол-во тиражных листов, подлежащий разрезке с учетом отходов, тыс. | Формат разрезаемых листов, см. | Число частей листа после резки | Норма времени на разрезку 1000 листов, мин. | Трудоемкость разрезки, ч. | Годовой фонд работы резальной машины при односменной работе, ч. | Сменность работы | Расчетное количество оборудования | |
| I |
Таблица 8 - Расчеты загрузки по фальцовке
| № | Наименование изданий и их элементов | Номинальное кол-во тиражных листов, тыс. | Кол-во частей листа после разрезки | Номинальное кол-во листов, подлежащих фальцовке | Количество листов подлежащих фальцовке с учетом отходов. тыс. | Формат фальцуемых листов, см. | Число сгибов при фальцовке | Фальцевальная машина | Норма времени на фальцовку 1000 тетрадей, мин. | Трудоемкость фальцоыки,ч. | Годовой фонд времени фальцмашин при односменной работе,ч | Сменность работы | Расчетное кол-во оборудования | ||||||
| I | |||||||||||||||||||
4.5 Расчет численности рабочих
Расчет списочной численности рабочих в цехе (на машинных операциях) проводится по формуле
 ,
,
где FМ.Р. – фонд времени работы машины со штатом, ч;
FЯВ – явочный фонд времени рабочего, ч;
РБР – нормативная численность технологической бригады, чел [2]
 ,
,
 ,
,
где
 ;
;
 – предусматриваемые неявки (отпуска, по болезни, государственные общественные обязанности), устанавливается в размере 11-14% от номинального фонда времени, ч.
– предусматриваемые неявки (отпуска, по болезни, государственные общественные обязанности), устанавливается в размере 11-14% от номинального фонда времени, ч.
Например, при отпуске 15 дней =11%,
18 дней =12%,
24 дня =14%.
 - номинальный фонд времени рабочего, ч.
- номинальный фонд времени рабочего, ч.
Списочная численность работающих на ручных операциях
 ,
,
где N – загрузка в течение года по операциям, уч.ед.;
n – часовая норма выработки, уч.ед./час;
КВН – коэффициент выполнения норм.
Потребное количество вспомогательных рабочих и инженерно-технических работников рекомендуется определять по нормативным справочникам [2].
4.6 Расчет технологической площади цеха
Площадь полиграфических предприятий делится на производственную или рабочую, вспомогательную, служебно-бытовую.
Sр - рабочая площадь необходимая для установки и обслуживания машин при условии ее размещения в соответствии с нормами и оснащением рабочих мест.
Sо – общая площадь включает в себя Sр и площадь для проезда транспорта.
Нормами технологического проектирования устанавливаются следующие коэффициенты:
· Кр – коэффициент рабочей площади
 ,
,
где Sр – установленная рабочая площадь;
Sм – площадь, занимаемая машиной и мебелью к ней;
· Ко – коэффициент общей S
 ,
,
где Sо – общая площадь;
Sм – площадь, занимаемая машиной;
· Ку – усредненный коэффициент, определяющий отношение технологической площади цеха Sтех к площади, занимаемой основным оборудованием и мебелью к нему.
Ку > Ко за счет вспомогательных, ремонтных помещений и т. п.
· 1,15 - коэффициент поправки на неучтенные площади  Sм – расчет по данным ведомостей оборудования.
Sм – расчет по данным ведомостей оборудования.
В начале проектирования с помощью Ку (таблица) рассчитывают укрупненные площади цехов Sу, и определяют объем зданий. Ку разное для различных цехов и участков (от 3 до 7).
Sу = Ку Sм
Точный расчет технологических площадей цехов Sтех выполняется по формуле:
Sтех = 1,15Ко Sм
Отклонение от норм размещения допускается только в сторону увеличения на 15–20%. Нормы площади разработаны для условий размещения оборудования в многоэтажных зданиях с сеткой колонн (9 + 6 + 9) ´ 6(м).
Для других зданий вносятся коэффициенты поправки.
Таблица - Значения усредненного коэффициента Ку
| № пп. | Наименование цехов и участков | Ку |
| Формное производство | ||
| Участок фотонаборных процессов | 6,9 | |
| Участок монтажа фотоформ | 5,3 | |
| Участок переконтакта | 4,3 | |
| Участок ретуши | 4,3 | |
| Участок изготовления ФПФ | 7,0 | |
| Участок изготовления офсетных форм | 5,3 | |
| Участок гальванопроцессов глубокой печати | 4,8 | |
| Участок изготовления формных цилиндров глубокой печати | 5,0 | |
| Печатное производство | ||
| Высокая печать | ||
| Цех листовой печати | 4,7 | |
| Цех рулонной печати (без учета полуфабрикатов) | 3,5 | |
| Офсетная печать | ||
| Цех листовой печати | ||
| при преобладании 2-красочных машин | 3,6 | |
| при преобладании 4-красочных машин | 4,0 | |
| при смешанной парке | 3,8 | |
| Цех рулонной печати (без учета полуфабрикатов) | 3,2 | |
| Глубокая печать | ||
| Цех рулонной печати | 3,8 | |
| Брошюровочно-переплетное производство | ||
| Участок изготовления тетрадей (разрезка, фальцовка) | 4,3 | |
| Участок комплектовки и скрепления блоков | 4,7 | |
| Участок обработки блоков | ||
| на пооперационных станках | 7,9 | |
| на автоматических линиях | 3,5 | |
| Участок изготовления изданий в обложке | ||
| на агрегатах БКС и ВШРА | 3,4 | |
| на пооперационных станках | 7,5 | |
| Закройный участок | 6,6 | |
| Участок изготовления переплетных крышек | 6,0 |
Выбираются транспортные средства для перемещения материалов, полуфабрикатов и готовой продукции внутри здания и цеха.
5. Планировка цеха
Планировка цеха – технологический план расположения оборудования и рабочих мест – является графической частью курсового проекта (рис.). Планировка выполняется на бумаге формата А3 в соответствие с требованиями ЕСКД к оформлению чертежной документации. Чертеж планировки цеха должен сопровождаться ведомостью оборудования, оформленной на отдельном листе формата А4.
Планировка может быть выполнена вручную на миллиметровой бумаге или в электронном виде с применением специального программного обеспечения и распечатана.
Проектируемое предприятие следует располагать в здании с сеткой колонн (9+6+9)х6м, если отсутствуют специфические требования к помещениям (более широкая сетка колонн, двухэтажное размещение производства и т.п.).
На планировке указываются места расположения колонн, дверные и оконные проемы, перегородки, проходы и проезды. При разработке планировки следует опираться на типовые проекты производственных помещений полиграфических предприятий [ 1].
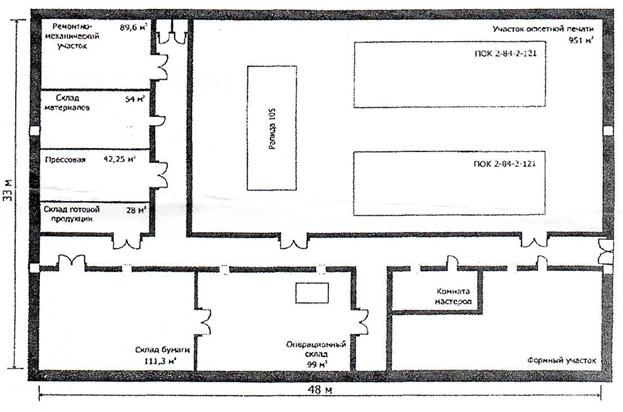
Рисунок 5 – Пример планировки
6. ЗАКЛЮЧЕНИЕ
В заключении делаются выводы о достижении целей и задач, поставленных в работе, подводятся итоги, характеризующие эффективность принятых решений.
7. ОФОРМЛЕНИЕ, ПОРЯДОК ЗАЩИТЫ И ОЦЕНКИ КУРСОВЫХ ПРОЕКТОВ
Курсовой проект оформляется в виде расчетно-пояснительной записки в соответствии с требованиям стандарта СГАУ. Весь материал должен быть напечатан на одной стороне листа белой бумаги форматом А4 (210х297 мм). Листы записки должны быть пронумерованы и сброшюрованы. Общий объем курсового проекта 40 -50 листов.
Курсовая работа сдается на проверку в установленный срок. Руководитель проверяет работу, делает замечания на полях, затем возвращает студенту на доработку или подготовку к защите.
Студент должен сделать все исправления и дополнения на оборотной стороне соответствующих листов. Вырывать листы из проекта и вставлять вместо них новые нельзя. Все замечания руководителя должны сохраняться до защиты. При наличии большого количества ошибок работу следует переработать. На проверку нужно сдавать вместе с новым вариантом и тот, который был ранее проверен руководителем.
Проверенная и допущенная к защите работа защищается студентом в комиссии, одним из членов которой является руководитель данной работы. При защите курсовой работы студент должен коротко изложить содержание задания и обосновать принятые им решения и основные расчеты.
После доклада студент отвечает на вопросы членов комиссии. Оценка работы производится по четырехбалльной системе: отлично, хорошо, удовлетворительно, неудовлетворительно. На оценку влияют качество пояснительной записки и устные ответы студента при защите.
При получении неудовлетворительной оценки курсовой проект возвращается студенту. В этом случае комиссия дает указания, следует ли доработать проект и в каком направлении. Повторная защита проводится при наличии разрешения декана.
Список литературы
1. Сафонов, Могинов. Проектирование полиграфического производства: учебник.
2. Единые нормы времени и выработки на процессы полиграфического производства. Для важнейших предприятий: М. – «Книжная палата», 1988.
3. Положение о техническом обслуживании и ремонте оборудования полиграфических предприятий: М. – «Книжная палата», 1990.
4. Нормы расхода материалов на полиграфических предприятиях: М. – «Книжная палата», 1987. – 296с.
5. Нормы отходов бумаги на технологические нужды производства: М. – «Книжная палата», 1989. –
6. Процессы офсетной печати. Технологические инструкции, М., ВНИИ Полиграфии, 2000.
7. Г.И. Осипова, Г.В. Миронова. Основы экономической деятельности полиграфических предприятий. Методические указания по выполнению курсовой работы для специальности 281400: М. – МГУП, 2001.
8. Осипова Г.И., Миронова Г.В. Основы экономической деятельности полиграфических предприятий: Учебное пособие. М.: Изд-во МГУП «Мир книги», 1998.
9. Прайс-лист фирмы «БЕРЕГ»
10.








