2015-01-21
2015-01-21 584
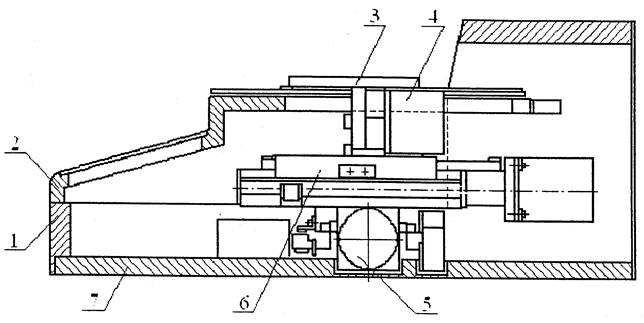
5841 - пульт;
2 - головка сварочная;
3 - механизм поворота;
4 - крышка;
5 - корпус;
6 - устройство кроссовое;
7 - станина.
Сварочная головка предназначена для подачи и отрыва проволоки, передачи нагружения на свариваемые элементы.
Отрыв и подача проволоки, подаваемой с катушки 10 и проходящей через трубку 11, и отверстие ультразвукового преобразователя 28, осуществляется винтом 12 и пружиной 13, разжим губок - выключаем электромагнит 3. Электромагниты 4 и 5 предназначены для отрыва и подачи проволоки.
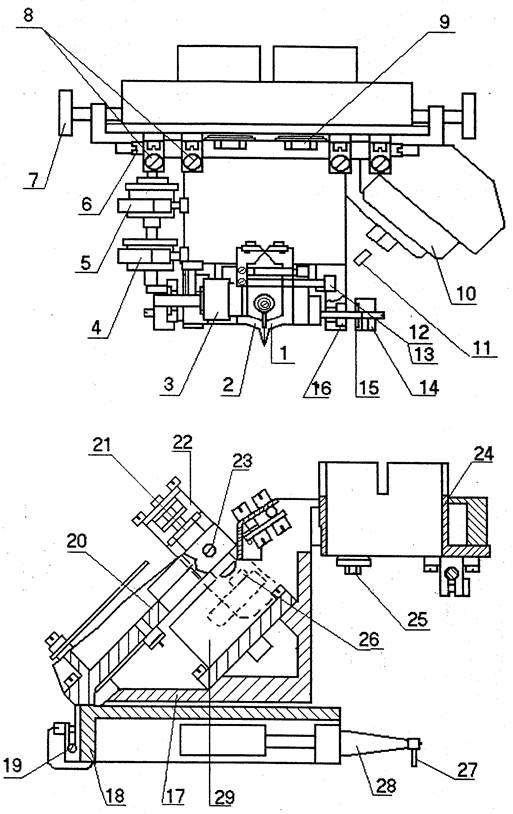
Сварочная головка
1,2- губки; 3, 4, 5, 19 - электромагнит; 6 - ось-эксцентрик; 7, 8, 12, 23 - винт; 9, 21, 25 - болт; 10 - катушка с проволокой; 11 - трубка; 13 -пружина; 14 - втулка; 15 - плоская пружина; 16 - подшипник; 17, 18 -корпус; 19 - ось; 20 - кронштейн; 22 - контактная пара; 24 - фланец; 26 -упор; 27 - инструмент; 28 - преобразователь.
Инструмент имеет возможность необходимых регулировок:
для совмещения оси инструмента с осью вращения сварочной головки по направлению вдоль оси ультразвукового преобразователя необходимо отпустить винты 8 и повернуть ось- эксцентрик;
для совмещения в направлении перпендикулярном оси преобразователя необходимо отпустить болты 9 и вращать винты 7;
для выставления торца инструмента параллельно поверхности контактной площадки кристалла предназначены контактная пара 22, упор 26 и болт регулировочный 23.
Нагружение на свариваемые элементы с помощью электромагнита 29. Усилие нагружения в момент касания устанавливается программой.
Все исполнительные механизмы сварочной головки монтируются на корпусе 17. Ультразвуковой преобразователь установлен в корпусе 18, на котором крепится механизм зажима проволоки. Корпус имеет возможность вращаться в вертикальной плоскости относительно оси 19. Усилие в полупроводниках 16 регулируется с помощью втулки 14 и плоской пружине 15.
Для освещения объекта в установке предусмотрен осветитель 3.
Станина предназначена для прецизионного перемещения по трем координатам (X, У, Z), как отдельно обрабатываемых приборов, так и приборов в многоместных матричных кассетах.
Станина состоит из стола координатного 5 для перемещения по координате X (ход 200 мм), стола координатного 6 для перемещения по координате У (ход 120 мм), привода 4 для перемещения по координате Z основания 3 на котором устанавливаются обрабатываемые приборы, корпусов 1 и 2, плиты 7.
Стол координатный предназначен для перемещения приборов по координатам X или У.
Движение на каретку передается от шагового импульсного двигателя, который через муфту связан с парой винт-гайка качения. К корпусу ходовой гайки жестко закреплен шарнир, взаимодействующий с кареткой посредством рамки. Шарнир выполнен в виде разрезной цанги. Выборка люфта между шарниром и рамкой осуществляется винтом через конусную втулку. Шарнир одновременно удерживает ходовую гайку от проворота. Винт-гайка качения используется в координатном столе для преобразования вращательного движения шагового двигателя в поступательное движение каретки стола, которая перемещается по направляющим основания.
Датчики положения обеспечивают останов каретки в крайних положениях.