 2015-03-20
2015-03-20 863
863Объем металла, в котором в данный момент происходит пластическая деформация, называется очагом деформации.
На рисунок 5 показано сечение ABCD очага деформации плоскостью чертежа. По мере вращения валков очаг деформации перемещается по прокатываемому металлу.

| Рисунок 5 – Очаг деформации при прокатке |
Дуга AB, по которой валок соприкасается с металлом заготовки, называется дугой захвата, а угол α между радиусами валка, опирающийся на дугу захвата, – углом захвата.
На заготовку действует сила трения T, направленная по касательной к окружности валка, – она втягивает заготовку в зазор (рисунок 6). Нормальная реакция опоры N, направленная по радиусу, выталкивает заготовку. Для того чтобы заготовка втягивалась в зазор, должно выполняться условие Tx > Nx, т. е.
T ∙cos α > N ∙sin α;
сила трения T = N ∙ k тр, следовательно
N ∙ k тр∙cos α > N ∙sin α;
k тр>tg α.
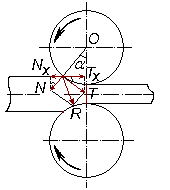
| Рисунок 6 –. К расчету условия захвата |
Условие захвата металла валками: коэффициент трения между валками и заготовкой должен превышать тангенс угла захвата.
Тогда силы трения будут втягивать заготовку в межвалковый зазор, и прокатка пойдет. В противном случае валки будут отталкивать заготовку.
При горячей прокатке стали угол захвата составляет от 15 до 24º, а при холодной – от 3 до 8º. Это значит, что при горячей прокатке можно уменьшить высоту заготовки H на б о льшую величину, чем при холодной, так как силы трения при горячей деформации больше.
Деформацию при прокатке определяют двумя величинами: относительным обжатием ε и коэффициентом вытяжки µ.
Относительное обжатие определяется как
где Δ H = H – h – абсолютное обжатие, мм;
коэффициент вытяжки 
где l 0 и F 0 – длина и площадь поперечного сечения заготовки до прокатки, а l и F – после.
Величина обжатия составляет обычно 40-60 %, а вытяжка µ = 1,2÷2,0.








