При изготовлении шаров одной из важнейших проблем является выбор материала, не имеющего трещин. Существует тест на отсутствие трещин. Кусок камня опускают в воду или масло на несколько часов. Затем его вынимают, вытирают насухо и наблюдают, появляются ли на поверхности линии, окрашенные иначе, чем основной фон камня. Эти линии появляются по трещинам, из которых выходит впитанная жидкость. Если камень выдерживали в масле, то он отмывается моющим раствором, высушивается 1–2 часа, после чего поверхность осматривается. Масло выходит из трещин и указывает на их расположение.
Изготовление шара всегда начинается с получения заготовки в виде куба на распиловочном станке. Далее следует обдирка заготовки. Первым этапом обдирки выступов на опиленной заготовке является сошлифовывание одного набора рёбер, параллельных друг другу. На поверхности куба имеется три таких набора, начинать можно с любого. Перед обдиркой отмечается центр каждой грани куба чёрным или белым кругом диаметром около 6 мм, который покрывается шеллаком. Эти круги предупреждают о том, что сошлифовывать материал в укзанных местах нельзя.
В результате первой обдирки заготовка превращается в цилиндр. Затем обдирается другой набор выступов, пересекающихся с первым, далее – третий набор. Затем обдираются все острые углы, пока не формируется приблизительная форма шара.
Далее следует профилирование шара. Шаровая заготовка помещается между двумя находящимися под углом друг к другу отрезками труб, один из которых удерживается рукой. Нижняя труба навинчена на вал вертикального или горизонтального станка и вращается с небольшой частотой. Все выступающие места сошлифовываются с использованием свободного абразива при одновременном вращении верхней трубы по поверхности заготовки, и, в то же время, принудительном вращении самой заготовки. В результате получается круглый шар (рис. 9.1).
| Соединение с помощью сварки или пайки | |
| Набивка из бумаги или тряпок | |
| Хвостовик, крепящийся с помощью конуса или нарезки | |
| Неподвижный шлифовальник, удерживаемый рукой | |
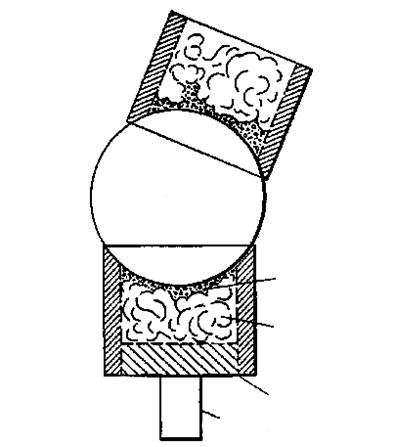
Рис. 9.1. Шлифовальник для шаров
Доводку производят таким же образом, но с использованием свободного абразива.
Возможны два способа полирования. Во-первых, вручную, прижимая шар к вращающемуся полировальнику, как в случае обработки других изделий из камня. Во-вторых, на том же станке, на котором шар шлифовался. В последнем случае шлифовальник покрывают поляризующим материалом и проводят полирование тем же способом, что и шлифование.
Существуют станки для изготовления шаров, основанные на аналогичном принципе. Только оба шлифовальника вращаются в противоположных направлениях, и если шар не закреплён, то он вращается во всевозможных направлениях.
 2015-04-01
2015-04-01 1518
1518







