 2015-04-17
2015-04-17 2098
2098| Оборудование для резки | Ширина реза l р, мм, при толщине заготовки, мм | ||
| до 4 | от 4 до 12 | свыше 12 | |
| Гильотинные ножницы | - | - | |
| Рычажные ножницы | - | - | |
| Дисковые ножницы | |||
| Дисковая пила | - | - | 5-10 |
| Газовая резка | - | - | |
| Фрезерный станок (только для цветного материала) | - | ||
| Примечание. Прочерк в графах указывает на неприменимость данного вида оборудования для резки материала. |
П п.о, П нк, П о.т, П заж, П отр выражены в процентах от общей длины проката.
Расход материала на заготовку с учетом технологических потерь находиться по формуле:
| G з.п = G з (100+ Пп.о )/100 | (3.9) |
Технико-экономический расчет себестоимости производится в зависимости от выбираемых методов получения заготовок.
Основным показателем, характеризующим экономичность выбранного метода изготовления заготовок, является коэффициент использования материала, выражающий отношение массы детали к массе заготовки.
Коэффициент использования материала с учетом технологических потерь находится по формуле:
| Ки.м = G д /G з.п, | (3.10) |
где G д – масса детали по рабочему чертежу, кг; G з.п – расход материала на одну деталь с учетом технологических потерь, кг.
Для рационального расходования материала необходимо повышать коэффициент его использования, он должен быть не ниже 0,75.
Пример 1: рассчитать норму расхода материала для детали изображенной на рис.3.2.
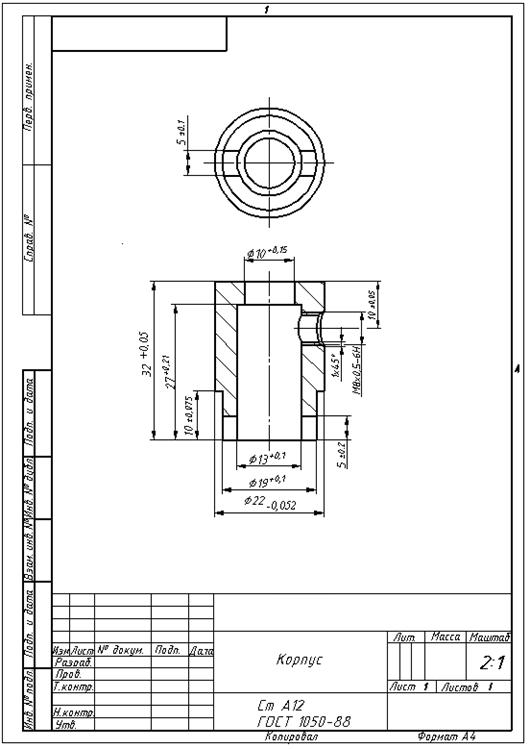
Рис. 3.2. Чертеж корпуса
Решение: Выбираем заготовку из проката. Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по таблицам. За основу расчета промежуточных припусков принимаем наружный диаметр 22 h 9 - 22-0,052 мм. Обработку поверхности диаметром 22 мм производят в цанге на токарном станке.
Припуски на подрезание торцовых поверхностей определяют по таблице в приложении 3, а припуски на обработка наружных поверхностей (точение чистовое) - по таблице в приложении 4.
При чистовом точении припуск на обработку составляет 1,6мм.Определяем промежуточные размеры обрабатываемой поверхности:
D р = 22 +1,2 =23,2 мм.
По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности (ГОСТ 2590-71; приложение 4). Например, диаметр проката 24 мм записывается следующим образом:
Круг 
Отклонения для диаметра  мм равны 0,6 мм.
мм равны 0,6 мм.
Рассчитаем длину заготовки. Она равна длине детали и припускам на подрезку торцовых поверхностей заготовки. Припуск на обработку двух торцовых поверхностей заготовки рассматриваемой детали равен 0,5х2=1мм. Следовательно, общая длиназаготовки равна:
L з =L д +2×z подр + z зажима =32+1,0=33 мм,
где L д - номинальная длина детали по рабочему чертежу,мм.
Предельные отклонения на длину заготовки устанавливаем по справочным таблицам или по конструкторскому чертежу (в данном примере длина детали 33+0,05). Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 33 мм.
Объем заготовки определяем по плюсовым допускам
 ,
,
Массу заготовки определяем по формуле (3.1):
G з = r V з = 0,0078×14921,28 =116,39 г.
Масса заготовки 0,117кг.
Выбираем способ резки заготовок – на токарном станке, из. табл. 3.2 выбираем ширину отрезного резца 3мм, следовательно l р =3мм.
Потери на зажим заготовки будут отсутствовать.
Длину торцового обрезка проката определяемиз соотношения:
L о.т = (0,3 ¸ 0,5) d,
где d - диаметр сечения заготовки, мм; d = 24мм.
L о.т = 0,3 × 24 = 7,2 мм.
Число заготовок, исходя из принятой длины проката по стандартам, определяется по формуле (3.3).
Из проката длиною 4 м:
 шт.
шт.
получаем 110 заготовок.
Из проката длиною 2 м:
 шт.
шт.
получаем 55 заготовок.
Остаток длины (некратность) определяется в зависимости от принятой длины проката. Из проката длиною 4 м остаток равен:
L нк4 = 4000 - 7,2- 0- ((33+3)×110) = 32,8 мм;
Пнк4 = ( 32,8×100)/4000 = 0,82%,
а из проката длиною 2 м:
L нк2 = 2000 – 7,2 – 0 - ((33+3)×55) = 12,8 мм;
Пнк2 = (12,8×100)/2000 = 0,64%.
Израсчетов на некратность следует, что прокат длиною 2 м для изготовления заготовокболее экономичен, чем прокат длиною 4 м. Потери материала на зажим при отрезке по отношению к длине проката составят:
Пзаж = (0 × 100)/2000 = 0%.
Потери материала на длину торцевого обрезка проката составят:
По.т = ( 7,2×100)/2000 = 0,36%.
Потери материала на отрезку заготовки составят:
По.т = (3 ×55×100)/2000 = 8,25%.
Общие потери (%) к длине выбранного проката:
Пп.о =0+0,64+0,3+8,25 =9,19 %.
Расход материала на одну деталь с учетом всех технологическинеизбежных потерь определяем по формуле (3.9):
G з.п = 116,39 ×(100+9,19)/100 = 127,09 г,
или 127,09 кг на 1000 шт. деталей.
Далее рассчитывается коэффициент использования материала:
Ки.м = G д/ G з.п
где G д–масса детали, G з.п – масса заготовки.
Для расчета массы детали сосчитаем сначала ее объем. Для этого разобьем ее на несколько частей:
1. цилиндр Æ22 мм длиной 22 мм - V 1;
2. цилиндр Æ19 мм длиной 10 мм- V 2;
3. Отверстие Æ10 мм длиной 5 мм - V 3;
4. Отверстие Æ13 мм длиной 27 мм - V 4;
5. Боковое отверстие Æ6 мм длиной 4,5 мм - V 5;
6. Паз шириной 5 мм, глубиной 5 мм, длиной 8 мм – V 6.
В итоге объем готовой детали равен
V дет = V 1 + V 2 - (V 3 + V 4 + V 5)
или 6820,8 мм3, масса - 0,0532 кг.
Ки.м = G д/ G з.п = 0,053/0,127 = 0,417.








