 2015-04-17
2015-04-17 1437
1437Центробежное лить – процесс получения отливок путём свободной заливки расплавленного металла во вращающиеся формы, при котором формирование отливки осуществляется под действием центробежных сил. Под действием центробежных сил металл прижимается к стенкам формы и затвердевает.
Достоинства:
1) Отливки получаются большой плотности и мелкозернистого строения;
2) Можно получать тонкостенные отливки из сплавов с низкой жидкотекучестью;
3) В форме, как правило, отсутствуют литники, выпоры и стержни, что позволят подавать металл в полость с большой скоростью и делает центробежный способ высокопроизводительным.
Недостатки:
1) Трудность получения качественных отливок из ликвирующих сплавов;
2) Невозможность выполнения в отливках отверстий точных размеров, так как размеры отверстий зависят от количества залитого в форму металла.
Область применения: Для получения чугунных, стальных труб, колец и других тел вращения.
Центробежные формы изготавливают металлическими, иногда облицовывают формовочной смесью. Формы приводятся в движение центробежными машинами, которые могут иметь горизонтальную (рис.2.13, а) или вертикальную (рис.2.13, б) ось вращения.
На этих машинах с горизонтальной осью вращения отливки получаются равномерной толщины по длине и в поперечном сечении. На них изготавливаются длинные и короткие трубообразные отливки.
На машинах с вертикальной осью вращения толщина верхней части отливки получается меньше, чем нижней, так как при вращении формы часть металла стекает вниз. На этих машинах получают отливки небольшой длины. В форму 3 жидкий чугун подаётся по неподвижному жёлобку 4 из ковша 5.
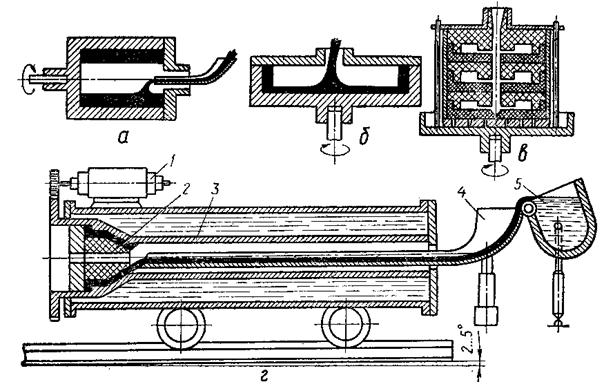
Рис.2.13. Схема центробежного литья.
Схема центробежного способа получения литых чугунных труб показана на рис.2.13 (г). Металлическая форма 3 вращается электродвигателем 1 и охлаждается водой.
Освоено также центробежное литьё некоторых фасонных деталей (рис.2.13, в).

