 2015-04-01
2015-04-01 1233
1233Умение правильно работать напильником приобретается лишь после определенной тренировки, хотя на первый взгляд такая тренировка может показаться излишней. Без достаточного навыка получить ровную поверхность при опиловке не удается. Она окажется неровной, с заваленными краями, и лишь после продолжительных упражнений можно добиться получения ровной поверхности. Начинать опиловку рекомендуется с плоскости, а затем уже постепенно переходить к более сложным поверхностям.
Примером обработки плоскостей может служить угольник. Пусть требуется слесарю изготовить угольник в 90° (рисунок 78, а).
В качестве материала берем листовую сталь № 6—8 толщиной 7— 10 мм. На небольшом листе стали делается по чертежу разметка угольника. Заготовку угольника не следует вырубать зубилом, а лучше по линиям разметки высверлить сверлом небольшого диаметра (3-5 мм). Когда заготовка угольника готова, производится грубая опиловка всех плоскостей ребер угольника и шлифовка боковых плоскостей. Затем производится окончательная пригонка плоскостей внутреннего угла в 90° по шаблону (рисунок 78, б). Прежде чем начать пригонку внутреннего угла, необходимо предварительно просверлить в этом углу отверстие, несколько отступя от вершины угла, и затем осторожно прорезать ножовкой по диагонали полоску металла. Эта прорезка делается с двоякой целью:
1) убрать металл из того места, где могут появиться большие напряжения при закалке, ведущие к трещинам;
2) дать возможность подобраться пилой до самого основания угла, в противном случае нельзя получить точный прямой угол. Пригонка угла по шаблону требует соответствующего навыка и точности в работе, так как припиливая одну сторону нельзя допускать порчи другой стороны.
На рисунке 78, в показаны углы, испорченные напильником. Для избежания этого вида брака необходимо пользоваться плоским напильником, имеющим одну боковую грань без насечки.
Окончательная пригонка наружных углов угольника производится, как указано (рисунок 78, г), с помощью притирочной плиты. Необходимо добиться такой степени пригонки, чтобы при совмещении двух угольников боковыми ребрами между ними не было просвета (рисунок 78, д).
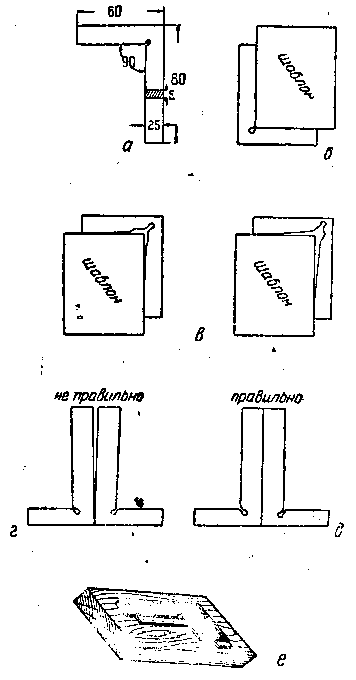
а – чертеж угольника;
б – проверка внутреннего угла по шаблону;
в – дефекты внутреннего угла при опиловке;
г – неправильная пригонка внешнего угла;
д – правильная пригонка внешнего угла;
е – крепление угольника при опиловке боковых поверхностей.
Рисунок 78 – Изготовление угольника
В процессе притирки угольника на плите рекомендуется двигать его в разных направлениях. Это дает возможность наблюдать слесарю за расположением штрихов, т. е. ходом притирки, как это обычно делают при опиловке.
После окончательной пригонки угольника все острые кромки на сторонах слегка притупляют оселком, протирают его чистой тряпкой и снова тщательно проверяют углы на точность, и если имеется полная уверенность в том, что углы изготовленного угольника верны и стороны параллельны, угольник, слегка смазанный маслом или вазелином, предъявляют к сдаче.
Изготовление угольников в 60°, 45° и 30° производится примерно в таком же порядке.
Укрепление угольника при опиловке боковых плоскостей показано на рисунке 78, е.








