 2015-04-30
2015-04-30 956
956Основным документом на проектирование агрегатного станка является техническое задание. В него включают чертеж обрабатываемой детали, на котором выделяют поверхности, подлежащие обработке на станке; годовую программу выпуска деталей; вид смазочно-охлаждающей жидкости.
Выделяют базовые поверхности детали с расчетом, что при их использовании будет гарантирована заданная точность обработки. Выбор базовых поверхностей связан также с компоновкой станка, на котором предполагается ее обрабатывать.
На станках компоновок первого типа (рис. 14.14,д) обрабатываемые заготовки остаются неподвижными в течение всего цикла обработки. Станки не имеют устройства для их периодического транспортирования. Заготовка 4 закрепляется в приспособлении 5, установленном на средней станине 10. На боковых станинах 9 помещают силовые столы 8. На них с помощью упорных угольников 7 закрепляют шпиндельные коробки 6 или устанавливают сверлильную, расточную или фрезерную бабку. На боковую подставку 11 помещают вертикальную стойку 1 с силовым столом 2 и шпиндельным узлом 3. Станки обеспечивают относительно высокую точность детали, так как при одной установке можно обрабатывать ее сочно связанные поверхности.
Станки компоновок второго типа имеют транспортное устройство для обрабатываемых деталей в виде поворотного делительного стола (рис. 14.14,6).
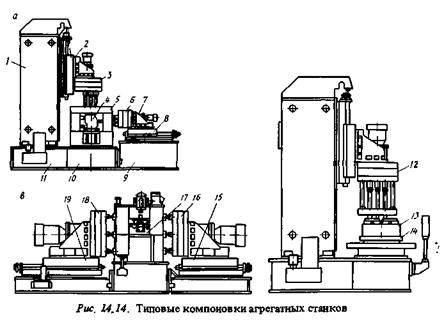
В приспособлении 13, помещенном на столе 14, закрепляют несколько заготовок, расположенных по окружности. Обработка заготовок сверху производится инструментами, установленными/в одной шпиндельной коробке 12, перекрывающей все позиции стола, или с помощью нескольких отдельных силовых узлов. Боковые поверхности детали обрабатываются инструментами, установленными на силовых узлах, помещенных на горизонтальных боковых станинах. Производительность обработки может быть повышена при совмещении времени установки и съема деталей с временем обработки.
Станки компоновок третьего типа (рис. 14.14, в) имеют транспортное устройство для обрабатываемых заготовок в виде делительного барабана 77с горизонтальной осью вращения. На его гранях находятся приспособления для закрепления заготовок. На горизонтальных силовых узлах 15 и 19, установленных с одной или с двух сторон, помещают шпиндельные коробки 16 и 18, перекрывающие все позиции барабана. На таких станках часто обрабатывают детали с двух противоположных сторон (корпусные, трубы, валы). С помощью небольших подвесных головок обрабатывают и другие поверхности.
Станки компоновок четвертого типа имеют многопозиционный линейно перемещающийся стол. Обрабатываются крупногабаритные детали или много одинаковых элементов, обработка которых должна быть распределена между двумя-тремя позициями станка.
Выбрав компоновку станка, определяют расчетное время цикла:

где Ф — номинальный годовой фонд времени работы станка;  заданная годовая программа выпуска деталей;
заданная годовая программа выпуска деталей;  коэффициент технического использования станка; в зависимости от его сложности
коэффициент технического использования станка; в зависимости от его сложности  принимается равным 0,85...0,9.
принимается равным 0,85...0,9.
Циклограмму станка оформляют в виде таблицы. Слева перечисляют элементы цикла станка и его механизмы. На горизонтальной оси откладывают продолжительность каждого элемента цикла. Все движения делят на активные и совмещенные. Продолжительность активных движений в сумме составляет время цикла. Совмещенные движения происходят одновременно с активными. По циклограмме находят время, приходящееся на все активные вспомогательные движения  (на установку и съем заготовки, подвод и отвод силовых узлов, перемещения транспортного устройства и т.д.). Затем определяют основное технологическое время t о.т равное времени рабочих ходов силовых узлов:
(на установку и съем заготовки, подвод и отвод силовых узлов, перемещения транспортного устройства и т.д.). Затем определяют основное технологическое время t о.т равное времени рабочих ходов силовых узлов:
tо.т =tц –tв
Выбирают методы обработки поверхностей и назначают режимы резания. При этом стойкость режущих инструментов должна зависеть от числа инструментов в наладке. Распределяют инструменты по силовым узлам и согласно выбранным режимам резания определяют расчетное основное технологическое время  Если оказалось, что
Если оказалось, что  меньше допускаемого
меньше допускаемого  то, снижая расчетную скорость резания, увеличивают
то, снижая расчетную скорость резания, увеличивают  до
до  . Если
. Если  , то предусматривают выполнение так называемых лимитирующих переходов по частям на нескольких последующих позициях станка или заменяют инструменты на более производительные. Для каждого инструмента определяют осевое усилие, крутящий момент, мощность резания.
, то предусматривают выполнение так называемых лимитирующих переходов по частям на нескольких последующих позициях станка или заменяют инструменты на более производительные. Для каждого инструмента определяют осевое усилие, крутящий момент, мощность резания.
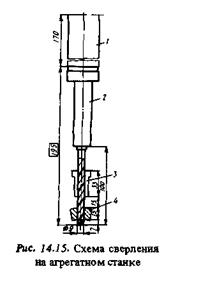
После расчета режимов резания и распределения переходов по силовым узлам разрабатывают схемы обработки. Режущие инструменты изображают в положении, соответствующем окончанию обработки. Вместе с инструментом на схеме показывают шпиндель 1 (рис. 14.15), удлинитель 2 (оправку, борштангу, патрон и т.п.), кондукторную втулку 3 и обрабатываемый элемент детали 4. Наносят размеры обрабатываемой поверхности детали, инструментальной наладки, в том числе необходимые для настройки инструмента вне станка.
Согласно чертежу обрабатываемой детали и схемам обработки, проектируют специальные режущие и вспомогательные инструменты, приспособление, шпиндельные коробки, другие оригинальные узлы. С учетом габаритов обрабатываемой детали, силовых факторов процесса резания и схем обработки по каталогам подбирают унифицированные узлы. Разрабатывают общие виды агрегатного станка.








