2015-04-30
2015-04-30 1982
1982Шпиндельная коробка является специальным узлом агрегатного станка. С ее помощью производят обработку ряда отверстий с параллельными осями. В шпинделях коробки устанавливают одинаковые или разные инструменты. Каждый шпиндель получает вращение в нужную сторону с заданной частотой. На каждый инструмент передается требуемый крутящий момент.
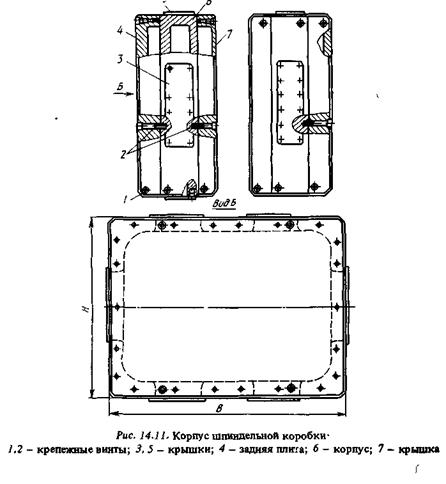
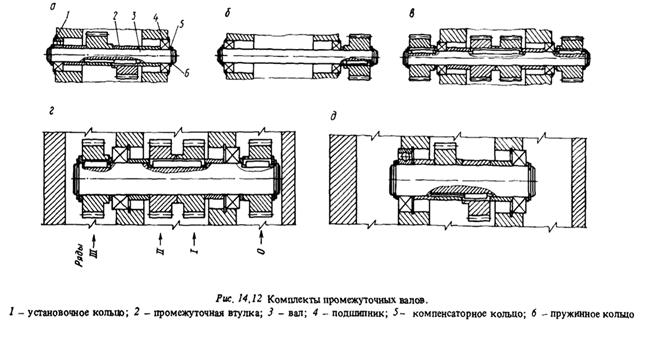
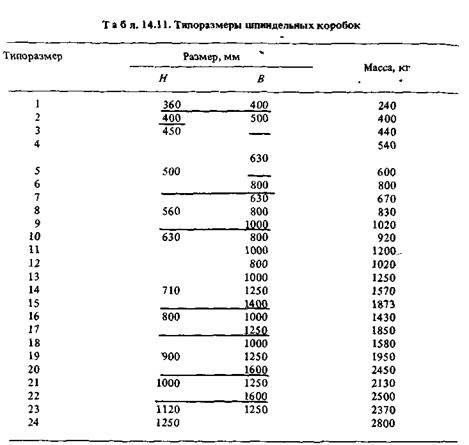
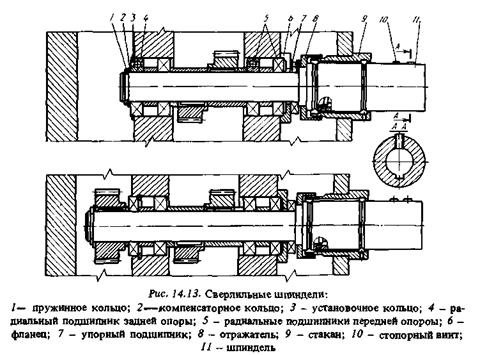
Шпиндельная коробка почти полностью состоит из унифицированных элементов. Валы и шпиндели расположены в чугунном литом корпусе, в состав которого входят собственно корпус, задняя плита и крышка (рис. 14.11). Задняя плита крепится к упорному угольнику. Крышка служит резервуаром для масла при вертикальном положении коробки. Применяют шпиндельные коробки 24 типоразмеров (табл. 14.11). Промежуточные валы диаметром 20...50 мм помещаются на подшипниках с установочными кольцами (рис. 14.12, а, б, в), диаметром 60 и 75 мм — без установочных колец (рис. 14.12, г, д). Шпиндели (рис. 14.13) монтируются на радиальных подшипниках, которые для повышения жесткости узла разнесены в пределах толщины стенки корпуса. Удлинители с режущими инструментами крепятся в шпинделе стопорными винтами. Зубчатые колеса в коробке размещены в четырех рядах (см. рис. 14.12). Два ряда (/ и II) расположены в корпусе, один (0)— в полости передней крышки, один {III) — в полости, образованной задней плитой. (На рис. 14.12, а, 14.12, д, 14.13 показаны варианты расположения зубчатых колес.)
Проектирование шпиндельных коробок автоматизировано. На первом этапе конструктор вручную разрабатывает ее кинематическую схему, а затем заносит в бланк исходной информации данные о размерах шпинделей, о нагрузках на них, модули и числа зубьев колес, координаты осей валов и др. Информация вводится в ЭВМ. Вычислительная машина выполняет кинематический и силовой расчеты, проверяет пространственную совместимость деталей и узлов. В результате проектирования она выдает таблицы сборок валов и шпинделей, спецификации, таблицы расточек и подрезок в корпусных деталях и другую документацию, необходимую для вычерчивания шпиндельной коробки и изготовления ее корпусных деталей. Корпусные детали обрабатываются в полуавтоматическом режиме на многоцелевых станках с ЧПУ