 2015-05-18
2015-05-18 1015
1015Одним из распространенных способов изготовления художественных отливок является ручная формовка сырых песчано-глинистых форм. Рассмотрение этого способа позволяет ознакомиться с основными принципами изготовления литейных форм.
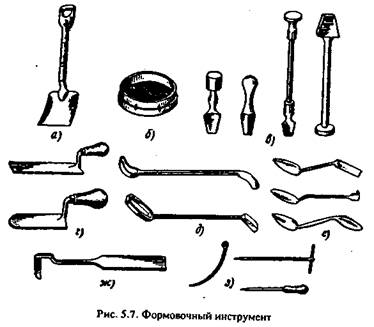
Формовщик при изготовлении художественных отливок пользуется довольно большим арсеналом инструментов, который включает лопату (рис. 5.7, а) для заполнения опоки формовочной смесью, сито (рис. 5.7, б) для просеивания смеси с целью отделить комки, ручные трамбовки (рис. 5.7, в) для уплотнения смеси в опоке, гладилки (рис. 5.7, г) для заглаживания и отделки поверхности формы, полозки (рис. 5.7, д), ланцеты (рис. 5.7, е) и крючки (рис. 5.7, ж) для отделки полости формы, стальные иглы-душники (рис. 5.7, з) для накола газоотводящих каналов.
На рис. 5.8 представлены стадии наиболее простого варианта ручной формовки — по неразъемной модели без стержней.
Стадия 1. Модель устанавливают на подмодельную плиту.
Стадия 2. Устанавливают опоку, так, чтобы расстояние между моделью и стенками опоки было одинаковым, предусматривая при этом место для расположения литников. Модель припыливают древесным порошком или другими припылами (серебристый или черный графит,
|
|
|
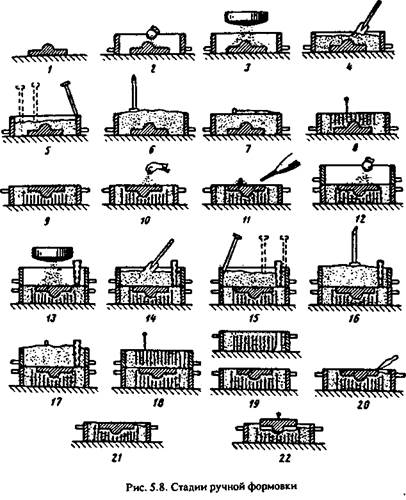
маршалит и т. п.), чтобы обеспечить легкое извлечение модели после формовки.
Стадия 3. Наносят слой облицовочной смеси. Для получения чистой поверхности формы желательно эту смесь просеять через сито. Толщина облицовочного слоя составляет примерно 20—30 мм.
Стадия 4. На облицовочную смесь наносят наполнительную смесь.
Стадия 5. Смесь уплотняют острым концом трамбовки так, чтобы \ плотность у стенок формы была равномерной.
Стадия 6. Опоку наполняют смесью до тех пор, пока вся она не будет заполнена уплотненной формовочной смесью. Очень плотная набивка уменьшает газопроницаемость формы и, кроме того, уменьшает ее податливость, что может привести к образованию трещин от усад-|
ки металла. Слабая набивка формы может вызвать ее разрушение при заливке металла.
Стадия 7. Излишек смеси после уплотнения срезают линейкой вровень с краями опоки.
Стадия 8. Формовочную смесь накалывают душниками, чтобы сформировать вентиляционные каналы.
Стадия 9. Заформованную нижнюю опоку переворачивают вместе с подмодельной доской на 180° и ставят на отдельный стол.
Стадия 10. Поверхность формы после снятия подмодельной доски посыпают тонким слоем разделительного песка, что необходимо для последующего легкого разделения полуформ.
Стадия 11. Разделительный песок сдувают с модели.
Стадия 12. Устанавливают верхнюю опоку, модель припыливают.
Стадия 13. Устанавливают модель литниковой системы и наносят слой облицовочной смеси.
|
|
|
Стадии 14—18 аналогичны стадиям 4—8.
Стадия 19. Снимают верхнюю полуформу, поворачивают на 180° и устанавливают на отдельный стол для отделки.
Стадия 20. Прорезают литники.
Стадия 21. Отделывают верхнюю полуформу.
Стадия 22. Края формы вокруг модели слегка смачивают, модель аккуратно расталкивают и извлекают из нижней полуформы с помощью крюка с заостренным или винтовым концом.
Нижнюю полуформу отделывают, очищают от сора с помощью гладилок, ланцетов, крючков.
Полуформы собирают и крепят. Собранную литейную форму ставят под заливку металлом.
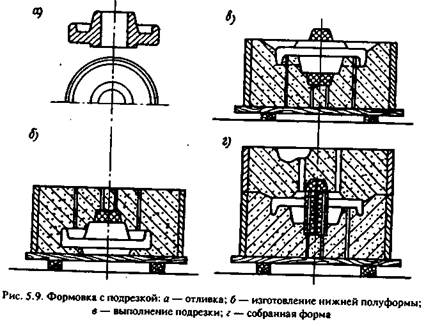
В практике изготовления художественных отливок часто края формуемой модели не совпадают с плоскостью подмодельной плиты. В этих случаях прибегают к формовке с подрезкой (рис. 5.9). Если модель имеет полости, препятствующие удалению ее из формы, подрезку делают таким образом, чтобы эти полости были бы выполнены болванами (выступающими частями формы) в другой опоке. Для исключения операции подрезки подмодельную плиту изготавливают так, чтобы поверхность разъема соответствовала бы поверхности модели. Это упрощает формирование болвана.








