 2015-05-20
2015-05-20 2253
2253Для производства прутков, профилей и труб также применяется одна из разновидностей обработки металлов давлением — прессование. Этот процесс является единственным для обработки специальных сталей, цветных металлов и сплавов с низкой пластичностью, а для целого ряда профилей оказывается более экономичным, чем прокатка. Помимо этого прессованием получают изделия очень сложной формы в поперечном сечении, что невозможно при использовании других способов обработки пластической деформации.
Различают прессование: прямое, обратное, совмещенное с прошивкой для труб, профилей переменного сечения, с противодавлением, вакуумное и др.
При прямом методе прессования (рис. 14.7, а) нагретая заготовка 4 закладывается в контейнер пресса 2. С правой стороны контейнера расположены матрицедержатель 6 и закрепленная в нем матрица 5, с левой — пуансон / с пресс-шайбой 3. При сжатии металл заготовки пластически деформируется и течет через выходное отверстие матрицы. В конце хода пуансона в контейнере остается часть металла, называемая пресс-остатком.
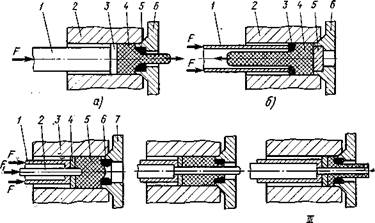
Рис. 14.7. Схемы прессования:
а — прямого; б — обратного; в — совмещенного с прошивкой (/ — начало прошивки;
// — конец прошивки; /// — прессование)
При обратном методе прессования (рис. 14.7,6) в контейнер 2 входит полый пуансон / с матрицей 3 на конце. При движении пуансона матрица, воздействуя на металл заготовки 4, приводит его в пластическое состояние. Металл вытекает через отверстие матрицы в обратном направлении. В прямом направлении путь металлу закрыт заглушкой 5 в матрице держателе 6. Прессование обратным методом характеризуется меньшими отходами и усилиями прессования.
Схемы прессования, совмещенного с прошивкой, показаны на рис. 14.7,6. Заготовка 5, помещенная в контейнер 3, сжимается пуансоном / и укрепленной на его конце пресс-шайбой 4 с усилием Р. На этапе / процесса конец иглы 2 частично внедряется в заготовку. Затем игла, проходя через отверстия в пуансоне и пресс-шайбе, прошивает заготовку. Через матрицу 6, закрепленную в матрице держателе 7, игла в конце этапа // выталкивает пробку (на схеме не показано). Этап /// характеризуется дальнейшим движением пуансона и выпрессовыванием металла в виде трубы.
Степень обжатия металла е при прессовании, определяется отношением разности площадей сечений контейнера и всех отверстий в матрице к площади контейнера. Обжатие может достигать 90 %, так как металл заготовки подвергается всестороннему неравномерному сжатию и имеет повышенную пластичность.
При прессовании используют различные смазочные материалы.
Прессованием обрабатывают углеродистые и легированные стали; медные, алюминиевые, магниевые, цинковые, никелевые и титановые сплавы. Исходными являются литые или прокатанные заготовки.
Прессование позволяет получать путем смены матриц большое разнообразие профилей. При этом значительно улучшаются свойства металлов готовых изделий за счет уплотнения.
Прессованные профили из алюминия, магния и их сплавов являются готовыми изделиями. Точность прессованных профилей более высокая, чем прокатанных.
Из тяжелых цветных металлов (в соответствии с ГОСТом) поставляются прессованные прутки круглые диаметрами, квадратные с размерами стороны и шестигранные с «размерами под ключ» от 10 до 160 мм.
Деформируемые алюминиевые сплавы используются в виде фасонных профилей, сортовых прутков, проволоки и труб, в основном полученных прессованием. Профили (по ГОСТам) поставляются с площадью поперечного сечения до 200 см2 и диаметром описанной окружности до 350 мм. Прутки изготовляются круглыми диаметрами от 5 до 200 мм, квадратными с размерами сторон от 7 до 160 мм, шестигранными с размерами граней от 7 до 110 мм. Трубы выпускаются с наружными диаметрами от 18 до 300 мм и толщиной стенок 1,5...40 мм.
Из деформируемых магниевых сплавов изготовляются полосы горячепрессованные с площадью поперечного сечения до 130 см2 и профили горячепрессованные сплошные и полые с площадью поперечного сечения от 0,2 до 12 см2 и диаметром описанной окружности не более 150 мм. Точность прессованных изделий достигает 13...17-го квалитетов.
Этапы прессования следующие: подготовка заготовки, заключающаяся в удалении внешних дефектов; обточкой на металлорежущих станках и разрезке на мерные длины; нагрев до заданной температуры; подача нагретого металла в контейнер пресса; выдавливание металла из контейнера через матрицу; отделка полученного изделия, в которую входят отделение пресс-остатка; правка на правильных машинах; удаление дефектов; необходимая термическая обработка.
Недостатки прессования: значительные потери на отходы, неравномерность механических свойств по длине и сечению изделия. Инструмент для прессования изготавливается из высококачественных инструментальных сталей и жаропрочных сплавов: ЗХ2В8, 4ХВ2С, 4ХН4В, 5ХНМ, 7X3, 38ХМЮА и др.








