2015-05-10
2015-05-10 1377
1377"Настройка фрезерного станка с числовым программным управлением
ЛФ260МФЗ на обработку заданной детали".
Цель работы:
1) Ознакомится с устройством и органами управления фрезерного
станка с ЧПУ ЛФ260МФЗ и системой управления НЗЗ-1М.
2) Ознакомится с инструментом, применяемым на этом станке, способами его крепления и замены, принципом работы робота -манипулятора.
3) Ознакомится с технологическими возможностями станка и способами их реализации.
4) Изучить возможные способы крепления заготовок.
5) Ознакомится с простейшими способами контроля программ на системе управления НЗЗ-1М.
6) Научится настраивать станок на обработку детали по заданному техпроцессу, записанному на перфоленте.
Необходимые материалы, оборудование и инструменты:
1) Фрезерный станок ЛФ260МФЗ.
2) Система управления НЗЗ-1М.
3) Чертёж обрабатываемой детали.
4) Режущий инструмент (фрезы, свёрла).
5) Штангенциркуль 0-125 (мм).
6) Управляющая программа, записанная на перфоленте.
7) Приспособление.
8) Заготовка. Теоретическая часть:
Вертикально-фрезерный полуавтомат с крестовым столом и автоматической сменой инструмента модели ЛФ260МФЗ предназначен для многооперационной обработки деталей из различных материалов в мелкосерийном производстве. Наличие магазина на 14 инструментов и устройством автоматической смены инструмента позволяет последовательно выполнять разнообразные операции на снимая деталь с полуавтомата. Полуавтомат обеспечивает трёхкоординатную криволинейную обработку фрезерованием. Кроме того на полуавтомате можно производить и другие фрезерные, а также сверлильные и расточные операции. В качестве системы программного управления использована шагово-импульсная система с шаговым двигателем.
Следящий привод на полуавтомате представляет собой гидравлическую следящую систему с цилиндрами и золотниковыми копировальными устройствами.
Программа считывается с перфорированной ленты и поступает на шаговые двигатели в виде импульсов равных 0,01 (мм.) перемещением исполнительного органа. Шаговые двигатели посредством задающих винтов
выполняют функцию преобразования импульсного сигнала программы в линейные перемещения золотника следящей системы, обеспечивая тем самым управление перемещениями рабочих органов полуавтомата.
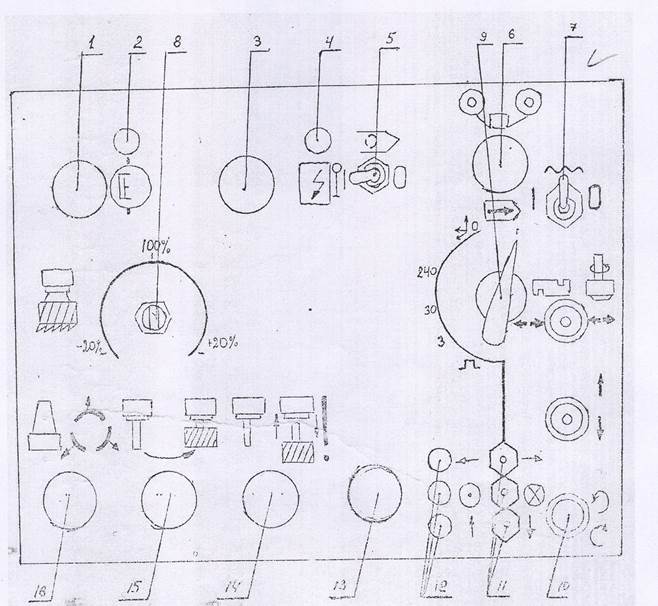
Органы управления размещены на пульте управления станка и системе управления НЗЗ-1М.
Пульт управления на станке: