 2015-05-13
2015-05-13 609
609Основана на использовании тепла кратковременной дуги, возникающей в момент разрыва цепи м/у вибрирующим электродом и наплав-ой пов-тью. В этом случае возможно получение наплавляемого слоя малой толщины 0,3…2,5 мм. Охлаждеие происходит в результате прерывистого процесса, что уменьшает остаточные напряжения и сниж-ет деформацию. В качестве охлаждающей жид-ти применяются водные растворы солей, содержащих ионизируюзие вещества, облегчающие периодическое возбуждение дуги после разрыва цепи.
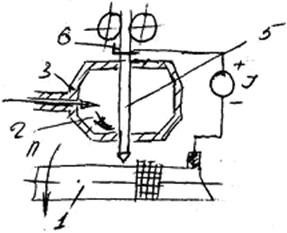 Рисунок – Установка вибродуговой наплавки: 1-деталь; 2-охлаждающая жидкость; 3-сопло; 4-подающие ролики; 5-проволока; 6-вибратор; 7-генератор.
Рисунок – Установка вибродуговой наплавки: 1-деталь; 2-охлаждающая жидкость; 3-сопло; 4-подающие ролики; 5-проволока; 6-вибратор; 7-генератор.
Электрод вибрируется, в результате происходит к.з. Вибрация осуществляется механическим или электромагнитным вибратором.
Преимущества: получение тонких покрытий, малая глубина термического влияния, небольшой нагрев детали, незначительное выгорание легирующих элементов проволоки.








