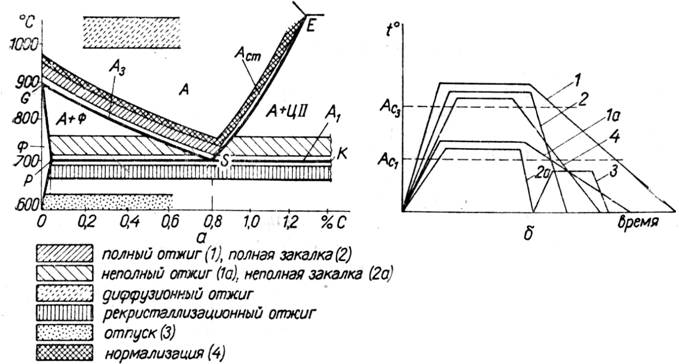
Назначение основных видов термической обработки
Отжиг имеет целью: снизить твердость для облегчения механической обработки; вызвать перекристаллизацию стали для исправления структуры или повышения механических свойств; снять внутренние напряжения. Различают отжиг высокий (диффузионный), полный, неполный, низкотемпературный. Вид отжига назначают в зависимости от марки стали и формы детали. Нормализация — нагрев стали выше критической точки АС3 на 30…50°С, выдержка при этой температуре и последующее охлаждение на воздухе. Продолжительность выдержки зависит от марки стали, конфигурации и габаритов детали. После нормализации сталь приобретает, по сравнению с отжигом, повышенную твердость и более мелкое зерно, а также лучший комплекс механических свойств. Нормализацию применяют для выравнивания структурной неоднородности, улучшения обрабатываемости низколегированных сталей и для подготовки структуры к последующей термообработке. Нормализации подвергают низко- и среднеуглеродистые конструкционные стали и некоторые низколегированные стали. Нормализация является обязательной операцией для снятия напряжений и улучшения пластических свойств в сварных соединениях. Закалка — нагрев стали выше точки АС3 на 20…30°С, выдержка при этой температуре и последующее быстрое охлаждение (в воде, масле, эмульсии, расплаве солей и щелочей). Закаленная сталь имеет максимальную прочность, минимальную пластичность и высокие внутренние напряжения. Закалку (в комплексе с отпуском) применяют для получения соответствующих механических и физических свойств, для улучшения коррозионных свойств и однородности структуры (нержавеющие стали). Различают полную, неполную, изотермическую, ступенчатую, светлую и поверхностную закалку. Отпуск — нагрев предварительно закаленной стали ниже критической точки АС1, выдержка и последующее охлаждение на воздухе. Целью отпуска является превращение неустойчивой структуры закалки — мартенсита в более устойчивую. В результате отпуска изменяются физико-механические свойства стали и частично снижаются внутренние напряжения. Различают высокий, средний, низкий и многократный отпуск. Старение — нагрев закаленной стали до определенных температур с продолжительной выдержкой. Старение применяют для стабилизации размеров, снятия литейных напряжений и получения необходимых свойств у жаропрочных сталей. Сварные конструкции при старении нагревают до 160…200°С и выдерживают в течение 16…18 ч. |







 8548
8548 8437
8437