 2015-05-30
2015-05-30 4446
4446Сущность работы фланца заключается в следующем. При работе про-
кладки в области пластических деформаций происходит затекание материала
прокладки в неровности привалочной поверхности фланца, за счет чего по-
лучается плотное соединение. При работе прокладки в области упругих де-
формаций уплотнение происходит по линии соединения прокладки и фланца Фланцы различаются:
а) по конструкции и способу соединения с трубой или обечайкой;
б) по внешней форме;
в) по форме привалочной (уплотнительной) поверхности.
Цельные фланцы (рис. 6.1,а) характерны для литой чугунной или кова-
ной стальной аппаратуры. Плоские фланцы (рис. 6.1,б) применяются в сталь-
ной аппаратуре. Оба типа применимы до ру=2,5 МПа при Dу≤1400 мм и
ру=1,0 МПа при Dу≤3000 мм.
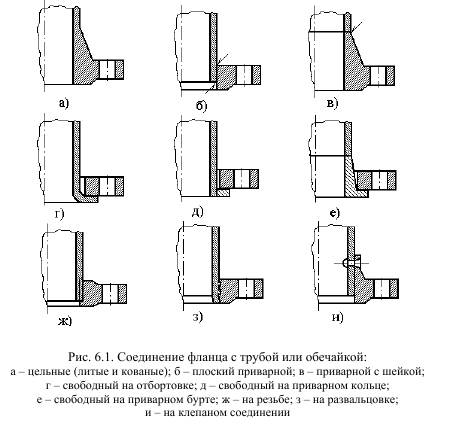
Фланец приварной с шейкой (рис. 6.1,в) особенно пригоден для ответ-
ственной аппаратуры из обычных углеродистых и легированных сталей.
Шейка повышает прочность фланца и обеспечивает качественную сварку с
обечайкой. Применяется до ру≤10,0 МПа. Цельные фланцы, особенно с шей-
кой, работают заодно с обечайкой. Благодаря этому сам фланец разгружается
и может быть сделан более тонким по сравнению со свободным. Но при этом
в обечайке возникают добавочные напряжения.
При свободных фланцах (рис. 6.1,г – 6.1,е) обечайка не несет дополни-
тельных напряжений, но сами фланцы делаются более толстыми.
Стальные свободные фланцы на отбортовке применяются в аппаратуре
и трубопроводах из мягких цветных металлов (меди, алюминия и т.п.), или
хрупких материалов (ферросилида, керамики и т.д.), а также для экономии
дорогих конструкционных материалов. Они применяются до ру=0,6 МПа.
Свободные фланцы на приварном кольце применяются до ру=2,5 МПа.
Свободные фланцы на приварном бурте применяются в самых ответственных
случаях, вплоть до давлений в несколько десятков мегапаскаль и при темпе-
ратурах до 530 °С.
Фланцы на резьбе (рис. 6.1,ж) применяются в трубопроводах высокого
давления. Фланцы на развальцовке (рис. 6.1,з) склонны к утрате плотности,
поэтому применяются весьма редко. Приклепанные фланцы (рис. 6.1,и) в
стальной аппаратуре не применяются, но применяются в медной аппаратуре.

 6.2. Специальные типы фланцев
6.2. Специальные типы фланцев
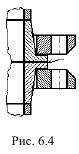
Фланцы с уплотнительной обваркой. Аппараты для обработки особо
вредных веществ (токсичных, радиоактивных, взрыво-
опасных и т.д.), утечка которых недопустима, желательно
конструировать цельносварными, и трубопроводы также
приваривать. Если установка фланцевого соединения не-
избежна, то его выполняют без прокладок с уплотнитель-
ной обваркой (рис. 6.4).
Во время разборки уплотнительный шов прорубает-
ся и заваривается при сборке. Уплотнение выдерживает 6-
10 циклов разборки-сборки. а затем требуется замена бур-
тов. Толстые фланцы для экономии могут выполняться
трапециевидными.
Съемные фланцы. Иногда необходимо снять фланец с трубы при раз-
борке аппарата. Можно поставить фланец на резьбе, но это не лучшее реше-
ние. Резьба корродирует и свинтить фланец при разборке становится невоз-
можно. Поэтому целесообразно применять съемные фланцы (рис. 6.5).
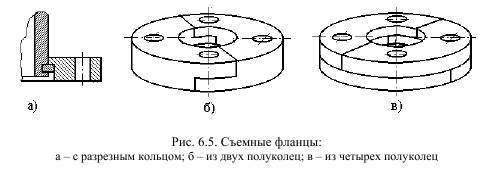
Два последних типа съемных фланцев применяются для отбортованных
труб.
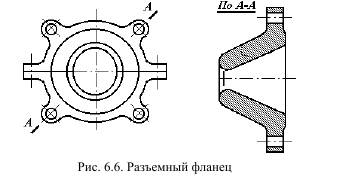
Фланцы для труб из хрупких материалов. Фланцы труб и аппаратов, из-
готовленных из ферросилиция, керамики, стекла, винипласта и подобных ма-
териалов, не следует отформовывать заодно с изделием. Концы труб, царг и
крышек из таких материалов делаются с коническим утолщением, на которое
надеваются специальные фланцы. Они, как и предыдущий тип, выполняются
Рис. 6.4
в двух разновидностях: разъемные, состоящие из двух половин, и фланцы с
разрезным кольцом.
Разъемный фланец (см. рис. 6.6.) изготавливается из ковкого чугуна.
Обе половины стягиваются болтами.
Прокладки
Назначение прокладки – уплотнить зазор между привалочными по-
верхностями фланца и препятствовать утечке среды через этот зазор. Мягкая
прокладка должна удовлетворять следующим условиям:
а) быть достаточно эластичной, чтобы при минимальном сжатии на-
дежно уплотнять соединение;
б) не изменять своей эластичности во время эксплуатации;
в) не портить привалочные поверхности;
г) желательно, чтобы прокладочный материал был доступен и дешев.
Выбор прокладочного материала зависит от температуры, давления и
агрессивности уплотняемой среды. Наиболее употребительны – пенька, кар-
тон, резина, паронит, асбест, металлы и сплавы и т.д.
Пенька, простой и пропитанный картон применяются только для воды
и пассивных сред при давлениях ниже 0,4 МПа и температурах не выше
120°С. Паронит применяется преимущественно для воды и пара при давле-
ниях ниже 5 МПа и температурах не выше 450°С. Резина применяется для
сред, не разрушающих ее до температуры 100°С, а специальные сорта резины
– до 200°С. Для аппаратов с агрессивной средой наиболее распространен ас-
бестовый картон толщиной около 3 мм. Он изготавливается из кислотоупор-
ных сортов асбеста и применяется для давлений до 2,5 МПа и температур до
500°С. Превосходным прокладочным материалом являются полимерные ма-
териалы, в частности, полиамидные смолы, полиэтилен и особенно фторо-
пласты.
Форма прокладок различна. Простейшие из них –
плоские, это кольца, вырезанные из листа прокладоч-
ного материала и имеющие прямоугольное сечение
(рис. 6.8). Кроме того, применяются плоские проклад-
ки, армированные металлической сеткой или лентой.
Все неметаллические и металлические «мягкие»
прокладки работают в области пластических деформаций.
Металлические прокладки (рис. 6.9), работающие в области упругих
деформаций, являются шлифованными элементами (кольца, линзы и т.п.).
Усилие затяга, необходимое для достижения герметичности фланцево-
го соединения, зависит от конструкции прокладки, ее ширины и толщины, от
механических свойств материала, от формы и чистоты обработки привалоч-
ных поверхностей.








