 2015-06-04
2015-06-04 561
561
| ||
 .
Найти:
.
Найти:  .
.
Данная цепь «простая». Записываем основное уравнение:
 ,
,
где Z 4 = 1,8 – припуск на черновую подрезку.
Этот припуск рассчитывается по методу Кована или берется из специальных таблиц. В ОСТ 1.41512–86 припуски на черновую обработку не приведены. В данных расчетах припуск на черновую подрезку получен увеличением припуска на чистовую подрезку в 1,5 раза; ТА 1= 0,52 – черновая обработка от черновой базы.
Тогда  .
.
В результате:  .
.
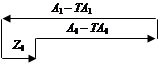
Решаем размерную цепь № 1.
| Н 2 | |||||
| А 1 – ТА 1 | |||||
| Z 1 | ||||||
Предельные отклонения на размер Н 2 известны:
 .
.
Основное уравнение размерной цепи имеет вид:
 .
.
Размерная цепь сложная, так как размер Н 2 имеет отклонение не «в тело». Поэтому
 .
.
Здесь  определяем следующим образом:
определяем следующим образом:
 .
.
В этом выражении в качестве  необходимо взять такое отклонение размера
необходимо взять такое отклонение размера  , которое делало бы рассматриваемую размерную цепь «простой». Поэтому в качестве
, которое делало бы рассматриваемую размерную цепь «простой». Поэтому в качестве  берем
берем  . Тогда
. Тогда  .
.
Отсюда  , где
, где  – припуск на черновую подрезку. Тогда
– припуск на черновую подрезку. Тогда
 ;
;

Из основного уравнения следует:  .
.
Тогда  . Окончательно
. Окончательно  .
.
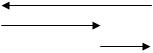
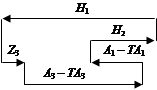 Решаем размерную цепь № 3.
Решаем размерную цепь № 3.
| |||
 ;
;
 Найти: Н 1.
Найти: Н 1.
Предельные отклонения на размер Н 1 известны:
 .
.
Основное уравнение размерной цепи имеет вид:
 .
.
Размерная цепь сложная, поэтому
 .
.
Здесь  определяем следующим образом:
определяем следующим образом:
 .
.
В этом выражении в качестве  берем
берем  . Отклонения на выполняемый и предшествующий размеры – оба «в тело», и оба одного знака, что позволяет пользоваться табличным припуском.
. Отклонения на выполняемый и предшествующий размеры – оба «в тело», и оба одного знака, что позволяет пользоваться табличным припуском.
Тогда
 ,
,
где  – припуск на черновую подрезку.
– припуск на черновую подрезку.
Тогда  ;
;

Основное уравнение размерной цепи решаем относительно  :
:

Округляем и окончательно получаем  .
.
Решаем размерную цепь № 2.
Известно:  ;
;
 Найти: Н 3.
Найти: Н 3.
| H 2 | ||||||
| H 3 | |||||
| A 1 – TA 1 | ||||||
| Z 2 | ||||||
| А 2 + ТА 2 | ||||||
Предельные отклонения на размер Н 3 известны:

Основное уравнение размерной цепи имеет вид:
 .
.
Размерная цепь сложная, поэтому
 ;
;
 определяем из выражения:
определяем из выражения:
 ,
,
где  ;
;  – припуск на черновую подрезку.
– припуск на черновую подрезку.
Тогда  .
.
Тогда назначаем 

Основное уравнение размерной цепи решаем относительно  :
:
 .
.
Окончательно  .
.
Размеры заготовки, рассчитанные по ГОСТ 7505–89, необходимо заменить на размеры, рассчитанные с помощью размерных цепей.
Расчетно-аналитический метод расчета припусков (метод В.Н. Кована)
Расчетной величиной операционного припуска в методе
Кована является минимальный припуск. Как следует из выражения (1), (7), величина минимального припуска не зависит от допусков на размеры предшествующей и выполняемой операций. Поэтому рассчитанные или взятые из таблицы  можно использовать непосредственно во всех случаях: как при простых формах размерной связи, когда справедливо выражение (l), так и в случаях
можно использовать непосредственно во всех случаях: как при простых формах размерной связи, когда справедливо выражение (l), так и в случаях
обработки со сменой технологических баз, когда используется
выражение (7).
Величина минимального пропуска определяется следующими составляющими:
1) Rzi- 1– высота неровностей профиля на предшествующем переходе;
2) Ti -1 – глубина дефектного поверхностного слоя на предшествующем переходе (обезуглероженный или отбеленный слой);
3) ρ i- 1 – суммарные отклонения расположения поверхности, полученные на предшествующем переходе.
4) e i – погрешность установки заготовки на выполняемом переходе. Здесь погрешность установки рассматривается с позиции
еe влияния на смещения и повороты обрабатываемых поверхностей при установке и закреплении заготовки. При последовательной обработке противоположных плоских поверхностей (односторонний припуск) справедливо:
 .
.
При переменной обработке плоских поверхностей (двухсторонний припуск):
 .
.
При обработке прощения векторы ρ i– 1, ε i. могут принимать любое угловое положение, поэтому их суммирование в этом случае производится квадратично:
 .
.








