 2015-06-14
2015-06-14 4266
4266При поступлении агрегатов в зону ТР на грузовом СТО в первую очередь производится наружная мойка этого агрегата. Далее производится разборка агрегата на узлы и детали, на стендах для ра  зборки и сборки КПП и на стенде для ремонта двигателей. Впоследствии производится мойка узлов и деталей в установки для мойки деталей 196М или в моечной ванне М-129.
зборки и сборки КПП и на стенде для ремонта двигателей. Впоследствии производится мойка узлов и деталей в установки для мойки деталей 196М или в моечной ванне М-129.
Дальше производится дефектовка и сортировка деталей на годные и негодные детали, и на детали требующие ремонта на дефектовочном столе.
Производится ремонт деталей требующих ремонта на станках:
-на шлифовальных станках осуществляют шлифовку головки блока цилиндров;
-на расточном станке растачивают гильзы цилиндров;
-на сверлильном станке сверлят отверстия;
-на хонинговальном станке получают зеркало цилиндра.
Далее производится сборка узлов и деталей на стенде для сборки деталей и узлов. Потом производится проверка качества, и дальше их отправляют на промежуточный склад.
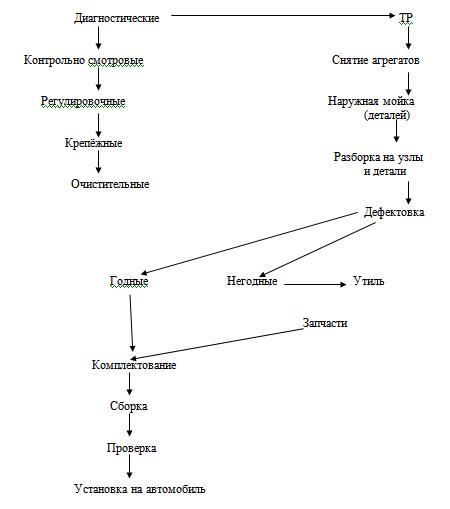
Рисунок 1- Схема технологического процесса в зоне ТР
4.1 Подбор технологического оборуд  ования
ования
Таблица 8 – Технологическое оборудование
| № п/п | Наименование оборудования. | Модель, тип. | Коли-чество. | Габаритный размер оборудо-вания, мм.  | Площадь, м2. | |
| Единица оборудования. | Общая. | |||||
| Подъёмник 4-х стоечный, стационарный. | TLT-440W | 5233X3455 | 18,08 | 54,25 | ||
| Подъёмник 2-х стоечный стационарный. | ПЛД-3 | 3530Х1500 | 5,3 | |||
| Продолжение таблицы 8 | ||||||
| Стенд для разборки-сборки двигателя и агрегатов автомобиля. | Р770Е | 2467Х1060 | 2,6 | 5,2 | ||
| Слесарный верстак. | ВС-3МФ-ДДД-Э | 2000Х700 | 1,4 | 15,4 | ||
| Мобильный маслораздаточный комплекс. | - | 860Х510 | 0,43 | 1,3 | ||
| Шкаф для хранения инструмента. | - | 1000Х500 | 0,5 | |||
| Стеллаж для временного хранения агрегатов и узлов автомобиля. | NDCZ | 1470Х800 | 1,1 | 3,3 | ||
| Стеллаж для колёс. | - | 1800Х600 | 1,08 | 1,08 | ||
| Шкаф для приборов и приспособлений. | - | 1500Х500 | 0,75 | 2,25 | ||
| Передвижные баки для сбора отработавших масел. | - | 860Х510 | 0,43 | 1,3 | ||
| Бак для заправки автомобиля тормозной жидкостью. | - | 262Х334 | 0,08 | 0,08 | ||
| Тележка для снятия и транспортировки двигателя и агрегатов. | DSH 15t | 1360Х800 | 1,08 | 1,08 | ||
| Итого. | 127,24 |
Таблица 9 – Технологическ  ая оснастка
ая оснастка
| Наименование | Модель или ГОСТ | Количество |
| Набор рожковых ключей. | И-105-М1 | |
| Набор головок. | И-106-2 | |
| Набор щупов. | _______ | |
| Съёмники для выприсовки пальцев рулевых тяг. | Нестанд. | |
| Съёмники для рассухаривания клапанов. | Нестанд. | |
| Съёмники для выприсовки подшипников передних ступиц. | Нестанд. | |
| Съёмники для выприсовки ступицы водяного насоса. | Нестанд. | |
| Приспособление для разборки и сборки сцепления. | Нестанд. | |
| Динамометрический ключ | 131-М |
4.2. Расчет площадей
Площади зон ТО и ТР рассчитываются по формуле:
Fео = fа X3 KП= 18,64∙1∙6,5=121,2 м2;
Fто1 = fа X3 KП = 18,64∙1∙6,5=121,2 м2;
Fто2 = fа X3 KП = 18,64∙2∙6,5=242,4м2;
Fтр = fа X3 KП = 18,64∙1∙6,5=121,2 м2;
где fа - площадь, занимаемая автомобилем в плане (по габаритным размерам), м2; X3 - принятое число постов зоны; KП - коэффициент плотности расстановки постов (отношение площади зоны, занимаемой автомобилями, проездами, проходами, рабочими местами, к сумме пл  ощадей проекции всех автомобилей в плане).
ощадей проекции всех автомобилей в плане).
KП зависит от габаритов автомобиля и расположения постов. При одностороннем расположении постов KП = 6 – 7 Площади производственных участков могут быть определены приближенно по числу работающих на участке в наиболее загруженную смену по формуле:








