 2014-02-02
2014-02-02 12706
12706Колесотокарные станки и прессы для формирования и расформирования колесных пар
– Специализированные колесотокарные станки.
В колесных цехах вагоноремонтных предприятий применяют специализированные колесотокарные станки разнообразных отечественных и зарубежных моделей. Используются колесотокарные станки таких заводов и фирм, как КЗТС (Украина), «RAFAMET» (Польша), «Hegenscheidt» (Германия).
Наиболее часто в колесных цехах вагоноремонтных предприятий встречаются станки компании«RAFAMET»[47]
Начало металлургическому и металлообрабатывающему производству в районе города Кузня-Рациборска в Польше положено еще в XVII в.
В 1746 г. здесь был основан литейно-механический завод, в 1907 г. приобретенный немецкой компанией Hegenscheidt, которая приступила к выпуску станков для обработки колесных пар железнодорожного подвижного состава. Производственный профиль завода сохранился до настоящего времени.
Созданная после второй мировой войны польская компания, которая в 1959 г. получила название RAFAMET, продолжила на восстановленном заводе изготовление специализированных станков для железнодорожного транспорта и довела объем их выпуска более чем до 100 станков в год (в общей сложности компания выпустила более 6000 станков), что позволило ей занять лидирующее положение в мире среди компаний аналогичного профиля.
В настоящее время RAFAMET представляет собой государственную компанию, главными акционерами которой являются два крупнейших банка Польши.
Преобладающую долю продукции компании составляют одно- и двухстоечные токарные и карусельно-расточные станки для обработки колес, колесных центров, осей и колесных пар в сборе.
Постоянное совершенствование конструкции, улучшение технико-экономических показателей станков обусловило увеличение объема продаж и стабильное положение компании в соответствующем секторе рынка. Так, на долю RAFAMET приходится большая часть колесотокарных станков, которыми оснащены предприятия железных дорог стран Восточной Европы и бывшего СССР.
Основным принципом разработки станков является стремление создавать полнокомплектные обрабатывающие центры, что устраняет необходимость в дополнительном оборудовании, например измерительных стендах.
В последнее время в приводе суппортов вместо электродвигателей постоянного тока применяются бесколлекторные асинхронные, более надежные и не требующие ухода. Также отдается предпочтение индивидуальному электрическому приводу отдельных узлов и агрегатов, что позволило существенно упростить кинематическую схему с ликвидацией многих механических передаточных механизмов, могущих вызывать аварии и отказы.
Для станков компании RAFAMET характерны следующие конструктивные и эксплуатационные особенности:
– возможность обточки профиля поверхности катания, торцовки наружных и внутренних боковых граней, расточка канавок предельной обработки обоих колес (цельнокатаных или бандажных) новых или изношенных колесных пар одновременно двумя суппортами в автоматическом режиме;
– предварительное измерение износа профиля и автоматическая установка металлорежущего инструмента на оптимальную глубину резания для уменьшения снятия металла;
– точность и повторяемость обработки (это, в частности, позволяет применять станки RAFAMET для обработки колесных пар высокоскоростного подвижного состава);
– компактная конструкция, простота привода, повышенная надежность и экономичность в работе.
Обеспечению экономичности способствует применение систем числового программного управления (ЧПУ). В программе обработки заложены профили колесных пар с оговоренной шириной гребня (например, в варианте для железных дорог России от 33 до 27 мм с шагом 0,5 мм). Система ЧПУ автоматически определяет и задает режим обработки, при котором получение ширины гребня ближайшей градации обеспечивается с минимальным снятием стружки. Кроме того, система управления удобна и проста, вследствие чего для обучения работе на станке на практике достаточно одного дня.
Фирма «Рафамет» выпускает современные станки моделей UDA-112N и UDA-125N (в наименовании модели цифровой индекс соответствует диаметру обрабатываемых колес в сантиметрах, индекс N - наличию системы ЧПУ).
В вагонных депо наиболее часто встречается станок более ранней модели UDA-112 без ЧПУ

Рисунок 10.1 – Станок UDA-112 (без ЧПУ)
Станок UDA-112 имеет два независимых, но электрически связанных и совместно управляемых главных привода (рисунок 10.2), каждый из которых оснащен электродвигателем постоянного тока.
Рисунок 10.2 – Главный привод станка UDA-112 (без ЧПУ)
Двигатели установлены снаружи соответствующей шпиндельной бабки, редукторы встроены в бабки.
Шпиндельные бабки и кулачки (рисунок 10.3). Шпиндельные бабки с корпусами, изготовленными из чугуна, смонтированы на стойках станка. Каждая бабка оснащена шпинделем, вращающимся на двух радиальных двухрядных и одном упорном роликоподшипниках, на котором посажена планшайба. В цилиндрических отверстиях шпинделей расположены выдвижные пиноли с центрами, перемещающиеся от отдельных двигателей через редуктор и пару винт - гайка. Перемещение бабок по направляющим стоек также происходит от отдельных двигателей через пару винт - гайка. Имеются устройства ограничения крутящего момента и усилия прижима центров, предотвращающие перегрузку приводов.

Рисунок 10.3 – Шпиндельная бабка
Сцентрированная колесная пара крепится для обработки колес при помощи трех кулачков, расположенных через 120° на планшайбах шпиндельных бабок. Кулачки зажимают колесную пару, радиально раздвигаясь под действием гидравлического цилиндра. Ход кулачков составляет 100 м. Установка диапазона перемещений кулачков выполняется индивидуально по шкале на планшайбе. Механизм перемещения кулачков приспособлен к работе, как в автоматическом, так и в ручном режимах.
Подъемник и центрирующее устройство. Колесная пара, вкатываемая на станок спереди, останавливается на оси станка и поднимается подъемником за гребни колес. Центрирующее устройство прекращает подъем, когда ось центровых отверстий оси колесной пары находится примерно на 5 мм ниже оси центров станка независимо от диаметра колес по кругу катания. Это предусмотрено для того, чтобы после входа центров в центровые отверстия колесная пара могла быть свободно поднята с подъемника. После центрирования колесной пары в центрах высвободившиеся подъемник и центрирующее устройство возвращаются в исходное положение. Подъемник и центрирующее устройство также могут работать в автоматическом режиме или с управлением вне цикла. Привод подъемника - гидравлический.
Суппорты (рисунок 10.4). Станок оснащен двумя суппортами. Каждый суппорт состоит из основания и верхнего корпуса, к которому прикреплен резцедержатель. Основание суппорта перемещается по направляющим поперечной балки перпендикулярно оси станка при помощи двигателя через зубчато-ременную передачу и шариково-винтовую пару. Аналогичен по устройству привод перемещения верхнего корпуса по направляющим основания суппорта. В резцедержателе закреплен составной резец с двумя режущими пластинами.
Рисунок 10.4 – Суппорт
Более современный станокUDA-112N (рисунок 10.5) оснащен системой ЧПУ и предназначен для использования в составе поточных линий обработки колесных пар или как отдельная единица оборудования.
Рисунок 10.5 – Станок UDA-112N
Станок работает в автоматическом цикле, основными элементами которого являются крепление колесной пары, позиционирование суппортов, измерение профиля и определение оптимальных параметров обработки, собственно обработка, высвобождение колесной пары.
Таблица 10.1 – Технические характеристики станка UDA-112N
| Наименование | Параметры |
| Ширина колеи, мм | 1520 или иная (по заказу) |
| Диаметр обрабатываемых колес по кругу катания, мм | 600 - 1120 |
| Длина оси колесной пары, мм | 1640 - 2550 |
| Максимальная ширина бандажа, мм | |
| Максимальная масса колесной пары, т | |
| Диапазон бесступенчатого регулирования частоты вращения планшайб, об/мин | до 40 |
| Скорость установочных перемещений, мм/мин: шпиндельных бабок пинолей подъемника | |
| Точность обработки, мм: – овальность круга катания – биение круга катания – биение внутренних боковых граней – разница диаметров круга катания колес колесной пары – зазор между шаблоном и поверхностью профиля | 0,2 0,2 0,2 0,3 0,3 |
| Шероховатость обработанной поверхности, мкм | 40 – 80 |
| Число и мощность двигателей главного привода, кВт | 2×50 |
| Габариты станка, мм | 8400×2780×2520 |
| Масса станка, т |
Вторая группа колесотокарных станков фирмы «Рафамет» представлена моделями UBB - 112 и UBB - 112N. Станки предназначены для обработки колесных пар в индивидуальном порядке с загрузкой их на станок и снятием со станка с помощью цеховых грузоподъемных средств. Предусмотрена возможность исполнения станка UBB-112N с накатыванием и выкатыванием колесной пары по рельсам с одной (передней) стороны станка.

Рисунок 10.6 – Станок базовой модели UBB-112, кинематическая схема
Станок UBB-112N (рисунок 10.7) отличается от станка базовой модели UBB-112 традиционного исполнения тем, что в его конструкцию и систему управления введен ряд принципиальных новшеств.

Рисунок 10.7 – Станок UBB-112N
В основном они касаются систем измерений и числового программного управления, которые помимо автоматизации процесса обработки позволяют решить проблему экономии материала колес. Станок оснащен двумя измерительными головками, при помощи которых в систему управления передается информация о значениях ширины и высоты гребней, диаметров поверхности катания и расстояния между внутренними гранями колес. Продолжительность обработки одной колесной пары не превышает 9 мин.
В системе управления станком применен пульт новой конструкции. На жидкокристаллическом дисплее высвечиваются результаты измерений колесной пары, параметры обработки, а также информация о неполадках.
Примененные в станке новшества касаются также механической и электрической части. Так, направляющие бабок и суппортов закалены, что практически устраняет их износ. Увеличена жесткость суппортов, благодаря чему повышается не только их прочность, но и точность обработки. Для привода основных узлов и агрегатов используются асинхронные электродвигатели.
На рисунке 10.8, 10.9 представлен станок модели UBB-112/2N

Рисунок 10.8 – станок модели UBB-112/2N. Общий вид
UBB-112/2N является двухсуппортным специализированным станком, предназначенным для обточки профилей колес колесных пар, применяемых в подвижном составе. Колесную пару вкатывают на станок и выкатывают по рельсам с одной и той же стороны станка.

Рисунок 10.9 – Станок модели UBB-112/2N вид изнутри
Процесс обработки и измерений колесной пары происходит в автоматическом цикле. Станок оснащен системой управления ЧПУ.
Таблица 10.2 - Техническая характеристика станка UBB-112/2N
| Наименование | Параметры |
| Ширина пути, мм | по согласованию |
| Макс, диаметр катания колес колесной пары, мм | |
| Мин. диаметр катания колес колесной пары, мм | |
| Макс, длина оси колесной пары, мм | |
| Мин. длина оси колесной пары, мм | |
| Макс, ширина обода колеса, мм | |
| Бесступенчатая регулировка подачи суппортов в пределах, мм/мин: | до 4 000 |
| Максимальный вес обрабатываемой колесной пары, кг | |
| Мощность электродвигателя главного привода с бесступенчатой регулировкой вращения, кВт | |
| Вес станка, кг | 35 000 |
На заводах и вагонных депо по ремонту пассажирских вагонов в колесных цехах можно встретить колесотокарные станки фирмы «Хегеншайдт». Они не нашли широкого применения в вагонном хозяйстве ОАО «РЖД» из-за своей высокой стоимости, в 2 – 3 раза превышающей стоимость станков отечественного производства.
Рисунок 10.10 – Колесотокарный станок модели 165
Станок модели 165 фирмы «Хегеншайдт» (рисунок 10.10) предназначен для восстановления профиля поверхности колесных пар с буксами и редукторами на средней части оси и применяется на предприятиях для ремонта пассажирских вагонов. Производительность станка при использовании рациональных режимов обработки достигает 54 колесных пары в смену. Станок применяется в поточно-механизированных линиях ремонта колесных пар.
Станок модели 165 имеет станину 1, две шпиндельные бабки 2, подъемник 5, два суппорта 6,устройство для остановки и скатывания колесной пары, пылеотсасывающее устройство 7, гидроагрегат 8и пульт управления станком 9. В бабках 2 расположены шпиндели, которые приводятся в действие от электродвигателей 3 и редукторов. Гидравлический подъемник обеспечивает поднятие колесной пары.
Для быстрого перемещения суппортов используются магнитные муфты. Суппорты оборудованы гидравлическими резцедержателями.
Оборудование, применяемое на вагоноремонтных предприятиях ОАО «РЖД» имеет высокую степень износа (65-80 %)[48] и нуждается в обновлении либо модернизации. С учетом недостаточности инвестиционных средств наиболее целесообразной считается модернизация колесотокарных станков. Многие российские станкостроительные заводы освоили современные технологии капитального ремонта с модернизацией станков и предлагают свои услуги на рынке отечественного машиностроения.
Капитальный ремонт (модернизация) станков проводится с целью восстановления технических характеристик и повышения технического уровня станка без снятия его с фундамента за счет:
– замены копировальных суппортов на суппорты со следящими приводами;
– использования современного электрооборудования: ЧПУ фирмы «Siemens» (Германия), электроприводов с цифровым управлением, приводных электродвигателей подач переменного тока.
В суппортах предусмотрены свои новые направляющие, существенно упрощена кинематическая схема: изъяты электромагнитные муфты, копировальная система, шаблон. Подача суппортов осуществляется от высокомоментных электродвигателей через зубчатый ремень и шарико-винтовую пару, что значительно повышает надёжность работы станка. Управление суппортов осуществляется системой ЧПУ, программа обрабатываемого профиля колеса вводится в память с пульта управления. В памяти ЧПУ может храниться 10 и более разных профилей. Программы могут легко корректироваться.
Отремонтированный (модернизированный) станок позволяет производить обработку как новых, так и старых изношенных колёсных пар.
Приведем для примера технические характеристики колесотокарных станков после их модернизации, выполненной работниками станкостроительного предприятия ЗАО «ФРЕСТ" г. Ульяновск.
Таблица 10.3 – Технические характеристики колесотокарного станка UDA112 «RAFAMET» после капитального ремонта (модернизации)
| Наименование | Параметры |
| Расстояние между внутренним гранями колес, мм | 1440+2 |
| Диаметр обточки по кругу катания, мм | 860...960 |
| Наибольшее вертикальное перемещение каретки суппортов «X», мм | |
| Наибольшее продольное перемещение каретки суппортов «Z», мм | |
| Пределы рабочих подач по «X» и «Z», мм/мин | 1...2500 |
| Скорость быстрого перемещения по «X» и «Z», мм/мин | |
| Тип ЧПУ | 840D ф.«Siemens» |
| Дискретность задания координат «X» и «Z», мм | 0,001 |
| Электрооборудование | ЧПУ |
| Преобразователи: - электродвигатели подач - шкаф управления | ф.«Siemens» ЧЭАЗ |
Таблица 10.4 – Технические характеристики станка UBB 112после капитального ремонта (модернизации)
| Наименование | Параметры |
| Параметры колёсных пар: | |
| Расстояние между внутренними гранями колёс, мм | 1440 ± 2 |
| Диаметр обточки по кругу катания, мм - UBB 112 - UBB - 150 - UBB - 125 | 950 – 1064 950 – 1264 860 – 1264 |
| Кинематические параметры: | |
| Пределы рабочих подач кареток суппортов, мм/мин - продольное перемещение (координата Z ) - поперечное перемещение (координата X) | 1 – 2500 1 – 2500 |
| Регулирование подач суппортов | Бесступенчатое |
| Скорость быстрого перемещения кареток суппортов, мм/мин - продольное перемещение (координата Z .) - поперечное перемещение (координата X) | |
| Наибольшее продольное перемещение инструментальных салазок, мм | |
| Наибольшее поперечное перемещение суппорта, мм | |
| Производительность обработки, кол.пар/час | 1,5 |
Таблица 10.5 – Технические характеристики колесотокарного станка 1836 КЗТС после модернизации
| Наименование | Параметры |
| Расстояние между внутренним гранями колес, мм | 1440±2 |
| Диаметр обточки по кругу катания, мм | 950...1264 |
| Наибольшее вертикальное перемещение каретки суппортов «X», мм | |
| Наибольшее продольное перемещение каретки суппортов «Z», мм | |
| Пределы рабочих подач по «X» и «Z», мм/мин | 1...2500 |
| Скорость быстрого перемещения по «X» и «Z», мм/мин | |
| Тип ЧПУ | 840D ф.«Siemens» |
| Дискретность задания координатах» и «Z», мм | м... 0,001 |
| Электрооборудование | ЧПУ, преобразователи, |
| Электродвигатели подач | ф.«Siemens» |
| Шкаф управления | ЧЭАЗ |

Рисунок 10.11 – Колесотокарный станок 1836 КЗТС после капитального ремонта с модернизацией, выполненной работниками станкостроительного предприятия ЗАО «ФРЕСТ» г. Ульяновск
Станки колесотокарные специального назначения. К этой группе относятся станки моделей UTA-112N для обточки колесных центров и тормозных дисков, посаженных на ось колесной пары (рисунок 10.12), и XUC-135 для обработки колесных центров, наружных и внутренних шеек осей колесных пар и тормозных дисков сформированных колесных пар, а также отдельных осей (рисунок 10.13).
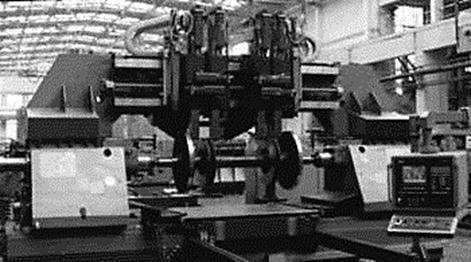
Рисунок 10.12 – Станок UTA-112N
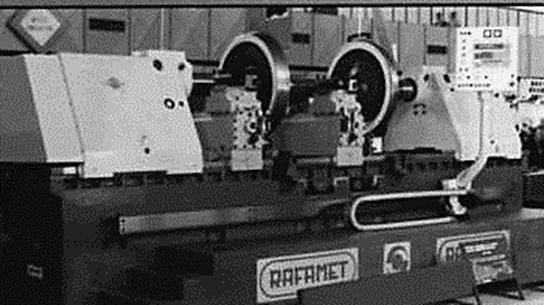
Рисунок 10.13 – Станок XUC-135
Кроме колесотокарных, фирма «RAFAMET» выпускает разные модели одно- и двухстоечных карусельных токарно-расточных станков. Они предназначены для обработки разнообразных тел вращения, таких как колесные центры, бандажи, остовы тяговых электродвигателей и т. п.
В вагоноремонтном производстве применяются одностоечные станки KCH-100N, KCH-100NM (рисунок 10.14) с диаметром планшайбы 1000 мм и максимальным диаметром точения 1500 мм, оснащенные системой ЧПУ.

Рисунок 10.14 – Станок KCH-100N
ЗАО «Техническое бюро станкостроения» (ТБС) и организованный на его базе Петербургский станкостроительный завод «ТБС» уже более 11 лет работают на рынке станкостроения. Совместно с ОАО «РЖД» они решают многие из возникающих проблем. ремонт и модернизация колесотокарных станков моделей UBB-112, UBB -125, UBB -150, КЖ-20, А-41, КЗТС1836.
Завод «ТБС» осуществляет поставку новых и ремонт токарно-карусельных станков моделей 1512ФЗ и 1516ФЗ, а также горизонтально-расточных станков моделей 2А620Ф2, 2А622Ф2, 2В620Ф4, 2В622Ф4 и др.
.
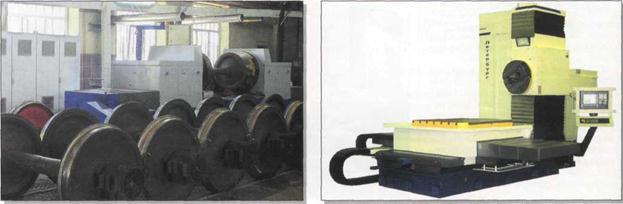 |
Рисунок 10.15 – Специальный колесотокарный станок КТ1250 и горизонтально-расточный станок ГР620Ф4 производства Петербургского станкостроительного завода «ТБС»








