 2015-06-04
2015-06-04 1611
1611Пресс мембранно-вакуумный DT-1311
Руководство по эксплуатации

Г.
1. ОБЩИЕ СВЕДЕНИЯ О ПРЕССЕ
Пресс мембранно-вакуумный модель DT-1311 предназначен для облицовки с использованием нагрева и вакуумной технологии пленками ПВХ и высокотемпературными термоусадочными пленками дверных полотен со сложным рельефом, мебельных и кухонных фасадов и других элементов корпусной мебели, а также панелей из композитных материалов с рельефной поверхностью. Возможна работа с использованием высокоглянцевых ПВХ-пленок без нанесения повреждения поверхности.
При использовании силиконовой мембраны возможно облицовывание рельефной поверхности натуральным шпоном толщиной от 0,2 до 0,4 мм, плоской поверхности – шпоном толщиной до 0,8 мм.
Пресс работает ручном режиме.
Область применения – предприятия и цеха по производству столярно-строительных изделий, производству мебели различного назначения и другие деревообрабатывающие производства.
Помещение, в котором эксплуатируется станок, должно соответствовать зоне класса П-II согласно "Правилам устройства электроустановок" (редакция 7).
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
Основные параметры и размеры приведены в таблице 1.
Таблица 1
| Потребляемая мощность нагревательной системы, кВт/ч | |
| Потребляемая мощность вакуумной системы, кВт/ч | 5,5 |
| Давление прессования, МПа | 0,8-1 |
| Температурный диапазон, ºС | +30 - +200 |
| Длина рабочего стола, мм | |
| Ширина рабочего стола, мм | |
| Максимальные размеры заготовки | 2400*1200 |
| Длина плёнки ПВХ при запрессовке на полном столе, мм | |
| Максимальная высота прессуемой детали, мм | |
| Настройка температуры под тип плёнки | ручная |
| Регулировка подачи вакуума | ручная |
| Тип нагревательных элементов | Лампы КГТ |
| Вертикальный автоматический подъем крышки | + |
| Габариты (ДхШхВ), мм | 2600*1400*2600 |
| Масса, кг |
Технические требования к заготовкам, поступающим на станок:
· Влажность древесины не более 10% ± 3%.
· Заготовки перед покрытием пленкой должны быть прошлифованы. Шероховатость поверхности не более Rm max 63 мкм.
· Поверхности заготовок на должны содержать пятен масла и пыли. На заготовках не должно быть острых кромок способных повредить пленку ПВХ.
Расположение заготовок на столе
Рекомендуется под заготовку положить деревянную проставку («подложку») толщиной 16-19 мм с размерами на 20 - 30 мм меньше заготовок. Расстояние между несколькими заготовками должно составлять не менее 50 мм.
Требования к облицовочному материалу
Применяемый материал – пленки ПВХ (поливинилхлорид).
Классификация пленки ПВХ:
- в зависимости от типа поверхности, различают глянцевую и матовую.
Классификация по назначению:
- в зависимости от назначения, пленки ПВХ подразделяются на низкотемпературные пленки и высокотемпературные пленки.
Толщина низкотемпературной пленки: 0.18 мм. Она имеет низкую эластичность. Данная пленка не подходит для заготовок с большими перепадами высоты.
Высокотемпературная пленка специально предназначена для вакуумной облицовки. Данная пленка может иметь различную толщину: 0.16, 1.18, 0.22, 0.25, 0.36, 0.4, 0.6, 0.7 мм и прочее. Эластичность высокотемпературной пленки очень высокая. Такая пленка толщиной 0.18-0,4 мм подходит для изготовления мебели. Чем толще пленка - тем лучше. Она пригодна для заготовок с большими перепадами высоты.
В зависимости от температуры реагирования, пленка может подразделяться на два вида:
- первый вид: за счет нагревания происходит усадка пленки.
- второй вид: за счет нагревания происходит растяжение пленки.
Для вакуумной облицовки подходит только первый вид пленки, которая не образует складок. Пленка второго вида для данного пресса не используется.
Пленка со слоем клея на оборотной стороне.
Компания-производитель наносит специальный слой (праймер) на обратную сторону пленки ПВХ для увеличения клейкости пленки. Это позволяет увеличить силу склеивания. Пленка ПВХ со слоем клея на оборотной стороне имеет высокое качество и хорошую износостойкость.
Для вакуумного пресса подходит только термоусадочная пленка, стойкая к высоким температурам.
Требования к клею
Применяется специальный клей для мембранно-вакуумного прессования пленки ПВХ.
Область применения:
Склеивание ПВХ и МДФ (ДВП средней толщины) или других плит из композитных материалов.
Особенности клея:
- высокая мощность, несгораемость;
- быстрое схватывание (при температуре от 60 градусов)
- легкость при распылении и нанесении, хорошее разбрызгивание;
- водостойкость, климатостойкость, износостойкость;
- применение клея на водной основе: безвредность, отсутствие запаха.
Характеристики клея
Характеристики клея приведены в таблице 2
Таблица 2
| Наименование параметров | Значения |
| Внешний вид | Жидкость молочно-белого цвета |
| МПа | 400 - 800 |
| Уровень РН | 7±1 |
| Чистое содержание | 50±1 |
| Слизистая пленка | Прозрачная |
| Период хранения (при температуре выше 5ºС) | Шесть месяцев |
| Температура активации | 60ºС - 100 ºС |
Порядок применения клея
- Очистите поверхность заготовки от пятен масла и пыли.
- Отрегулируйте воздушный поток пистолета-распылителя для получения максимального результата при распылении.
- Одно впрыскивание пистолетом калибра 1-2 мм при давлении более 6 Па обеспечивается хорошее распыление и нанесение (объем: 50-100 г/куб.м).
- Дайте подсохнуть клею в течение 20 минут, после чего можно приступать к прессованию пленки.
- В зависимости от толщины ПВХ пленки, отрегулируйте температурный режим пресса от 90ºС до 160ºС, удерживайте заготовку в данном режиме в течение 3 мину. После этого можно приступать к следующему этапу работы.
* Примечание.
1. Как правило, для ускорения процесса используется однокомпонентный клей. Но с целью удешевления и повышения качество клеевого соединения возможно использование двухкомпонентного.
2. При нанесении клея по пласти заготовки МДФ возможно образование твердых кристаллов на поверхности, что происходит в связи с наличием ворса (убирается шлифованием) и пыли. Данные кристаллы после прессования могут быть видны под пленкой. Для избежания этого нужно: качественнее готовить поверхность; избегать пыли; следить за чистотой сопла распылителя; наносить клей только по торцу.
Техническая характеристика электрооборудования
Техническая характеристика электрооборудования приведена в таблице 3
Таблица 3
| Наименование параметров и размеров | Данные |
| 1. Род тока питающей сети | переменный трехфазный |
| 2. Частота тока, Гц | |
| 3. Напряжение сети, В | |
| 4. Количество электродвигателей, шт. | |
| 5. Электродвигатель вакуумного насоса, шт. | |
| 6. Электродвигатель подъемного механизма |
Техническая характеристика пневмовакуумной системы
Техническая характеристика вакуумной системы приведена в таблице 4
Таблица 4
| Наименование параметров и размеров | Данные |
| 1. Давление в пневмосистеме, МПа | 0,5 – 0,8 |
| 2. Степень вакуума, МПа | ³ - 0,085…- 0,095 |
3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Общие требования безопасности выполнены в соответствии с ГОСТ 12.2.009-80.
- Мероприятия, обеспечивающие безопасность эксплуатации пресса выполнены в соответствии с ГОСТ 12.2.003-74 "ССБТ, Оборудование производственное. Общие требования безопасности", ГОСТ 12.2.026.0-77 "ССБТ, Оборудование деревообрабатывающее. Общие требования безопасности к конструкции", а также "Единым требования безопасности и производственной санитарии к конструкциям деревообрабатывающего машиностроения", НИИМАШ, 1969 г.
- Мероприятия, обеспечивающие безопасность эксплуатации электрооборудования выполнены в соответствии с требования "Правил устройства электроустановок" Энергоатомиздат, 1986 г..
- Пресс соответствует ГОСТ 25223-82 " Оборудование деревообрабатывающее. Общие технические условия".
- К работе на прессе допускается персонал, изучивший оборудование пресса, правила эксплуатации и получивший инструктаж по технике безопасности.
- При эксплуатации пресса обязательно строгое соблюдение действующих на предприятии российских, ведомственных и заводских правил и инструкции по технике безопасности.
- Инструкция о мерах безопасности при работе на прессе должна находиться на рабочем месте обслуживающего персонала.
- Рабочее место оператора должно содержаться в чистоте и не быть скользким.
- Обслуживающий персонал пресса обязан:
- строго соблюдать правила эксплуатации и требования инструкция по технике безопасности;
- содержать в чистоте рабочее место в течение всего рабочего времени, не допуская загромождения проходов заготовками.
- При ремонте оборудования пресса на вводном автомате (рубильнике) должен быть вывешен плакат:
"НЕ ВКЛЮЧАТЬ - работают люди!"
- ЗАПРЕЩАЕТСЯ во время работы пресса:
- находится между работающими узлами;
- опираться на работающее оборудование;
- производить уборку оборудования.
- При обнаружении возможной опасности следует отключить пресс, предупредить обслуживающий персонал и администрацию цеха.
- При любом нечастном случае при работе на прессе необходимо немедленно оказать помощь пострадавшему и сообщить о случившемся в медпункт завода и администрации участка (цеха).
- ЗАПРЕЩАЕТСЯ при работе на прессе загромождать проходы и проезды около станка заготовками и обработанными изделиями.
- ЗАПРЕЩАЕТСЯ работа на неисправном или не подготовленном к работе оборудовании.
- ЗАПРЕЩАЕТСЯ приступать к работе на прессе при:
- неисправности заземляющих устройств;
- отсутствие смазки или неисправности системы смазки, хотя бы у одного из узлов и механизмов;
Правила безопасности на работающем прессе
- Обслуживающий персонал обязан выполнять требования по обслуживанию оборудования, изложенные в "Руководстве по эксплуатации" на пресс, а также требования предупредительных табличек, установленных на прессе.
- Производить настройку пресса только при полной остановке.
- Не брать и не передавать через работающие механизмы какие-либо предметы.
- Не производить во время работы пресса подтягивание винтов, болтов, гаек и других деталей.
- При работе на прессе производить загрузку заготовок, контроль точности обработки изделий и съём обработанных деталей только на специально предусмотренных для этого позициях.
- Выключите пресс и снимите напряжение отключением вводного автомата при:
- уходе от пресса даже на короткое время;
- временном прекращении работы;
- уборке, смазке и чистке оборудования.
- Следить за тем, чтобы крышки распределительных коробок и других электрических устройств были закрыты, а уплотнения не имели повреждений.
- ЗАПРЕЩАЕТСЯ устранять неисправности электрооборудования станка лицам, не имеющим права обслуживания электроустановок.
- ЗАПРЕЩАЕТСЯ устранять любые неполадки при работе пресса.
- Соблюдайте меры предосторожности при устранении неполадок. Помните, что при нажатии кнопок с определенной символикой и надписями, соответствующие механизмы пресса совершают движения.
- ЗАПРЕЩАЕТСЯ устранять неисправности на прессе без снятия напряжения, если характер неисправностей не требует ее устранения под напряжением.
- ЗАПРЕЩАЕТСЯ работать на прессе с нарушенными блокировками, а также с неисправной системой контроля и сигнализации.
- Обслуживающий персонал обязан периодически (раз в неделю) проверять блокировочные устройства.
- ЗАПРЕЩАЕТСЯ обрабатывать на прессе заготовки с размерами и отклонениями формы, превышающими величины, изложенные в п. 2.1.1. пп.1 настоящего руководства по эксплуатации на пресс.
- Шумовые характеристики не должны превышать значений, установленных в соответствии с требованиями ГОСТ 12.1.003-90.
- Нормы вибрации на поверхностях, с которыми контактируют руки работающего, а также вибрация, возникающая на рабочем месте при работе пресса в эксплуатационном режиме, должны соответствовать нормам, установленным ГОСТ 12.1.012-78.
- Оборудование пресса должно иметь оснащено нулевой защитой, исключающей самопроизвольное включение пресса при восстановлении внезапно исчезнувшего напряжения.
- Электрооборудование должно быть проверено на электрическую прочность изоляции в соответствии с "Методикой испытаний электрооборудования металлорежущих станков на электрическую прочность изоляции повышенным напряжением промышленной частоты", ЭНИМС,1977г.
- Во избежание получения ожогов не дотрагивайтесь до нагревательных элементов пресса.
- Не допускается включение пресса в работу при недостаточной температуре нагрева. Температура должна соответствовать марке клея и толщине пленки ПВХ.
- После установки заготовок и накладывания пленки ПВХ кромка пленки должна выходить за контур заготовки. Убедитесь, что пространство вокруг пленки герметично.
- ВНИМАНИЕ! При использовании силиконовой или резиновой мембраны для облицовывания шпоном недопустимо присутствие в зоне работы мембраны любых агрессивных материалов (масла, краски, растворители и др.), способных повлиять на качество материала мембраны и способствующих выходу мембраны их строя.
Заготовки, облицовываемые на прессе, не должны иметь острых углов, заусенцев, острых выступающих частей, способных повредить поверхность мембраны.
- Мембрана является быстроизнашиваемым материалом, выдерживающим определенное количество циклов работы. При выработке циклов работы подлежит замене потребителем.
- Сигнальные цвета знаков безопасности на прессе должны соответствовать требованиям ГОСТ 12.4.026-79.
- Надежность заземления должна соответствовать ГОСТ 12.2.007.0-75.
Панель пульта управления
Панель пульта управления прессом представляет собой терморегулятор (для установки значений температуры), и два выключателя (включение нагревателей и вакуумного насоса), а также управление подъемным механизмом крышки (1).
Рисунок 2.
После включения вакуумного насоса, откачивание воздуха регулируется краном в ручном режиме.
Общие сведения
Электрооборудование пресса включает в себя:
· пресс с установленными на нем электронагревателями кгт;
· электрошкаф;
· пульт управления.
Электрооборудование пресса выполнено для питания от четырехпроводной сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц.
Напряжение: силовых цепей 380В, 50Гц;
нагревательных элементов 220 В
Первоначальный пуск
При транспортировке пресса и установке его у потребителя возможны нарушения контактных соединений проводников и заводской регулировки аппаратов.
Поэтому подготовка к первоначальному пуску имеет большое значение для обеспечения нормальной работы пресса у потребителя.
Перед первоначальным пуском необходимо провести ряд подготовительных работ.
ВНИМАНИЕ! ВСЕ РАБОТЫ ПО НАЛАДКЕ ЭЛЕКТРООБОРУДОВАНИЯ ПОД НАПРЯЖЕНИЕМ ДОЛЖНЫ ПРОИЗВОДИТЬСЯ ТОЛЬКО ПЕРСОНАЛОМ, ДОПУЩЕННЫМ К ПРОИЗВОДСТВУ ЭТИХ РАБОТ.
- Проверить надежность всех контактных соединений, надежность цепей заземления, качество монтажа и соответствие его принципиальной схеме.
- При помощи кнопок и переключателей, расположенных на оборудовании, проверить правильность и четкость срабатывания магнитных пускателей, электромагнитов и реле.
- Перед монтажом пресса после длительного хранения следует измерить сопротивление изоляции обмоток двигателей. Двигатели, имеющие сопротивление изоляции обмоток менее 0,5 Мом, нужно просушить. Температура обмоток статора во время сушки не должна превышать значений, определенных классом нагревостойкости изоляции. Сушка считается законченной, если сопротивление изоляции обмоток относительно корпуса и между обмотками достигло 0,5 Мом, а затем в течение 2-3 часов не меняется.
Безопасность
- Оборудование и все входящие в него устройства и механизмы при установке на месте эксплуатации должны быть надежно заземлены и подключены к общей системе заземления. Для этого на электрошкафе, пульте управления и металлоконструкциях оборудования имеются узлы заземления, посредством которых они подсоединяются к общей системе заземления. Сопротивление заземления любой точки электрооборудования и общей шиной заземления не должно превышать значения 0,1 Ом.
- Эксплуатация электрооборудования должна осуществляться в соответствии с требованиями действующих «Правил устройства электроустановок», «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей».
- Сопротивление изоляции в любой точке электрооборудования, не соединенной электрически с землей, должно быть не ниже действующих норм.
- Измерение сопротивления изоляции и другие необходимые испытания электрических машин, аппаратов и специальных устройств должны производиться в соответствии с главой 1-8 ПУЭ, инструкциями и паспортами на это оборудование.
- Осмотр и наладка электрооборудования должны производиться только персоналом, имеющим допуск на производство этих работ. Запрещается снимать изолирующие крышки с изображением «Знак напряжения». Запрещается деблокировать работу электрических блокировок.
ВНИМАНИЕ! ПРИ РЕМОНТЕ ЭЛЕКТРООБОРУДОВАНИЯ ВВОДНОЙ ВЫКЛЮЧАТЕЛЬ ДОЛЖЕН БЫТЬ ОБЯЗАТЕЛЬНО ОТКЛЮЧЕН!
Монтаж и эксплуатация
- Монтаж электрооборудования должен быть произведен согласно монтажному чертежу или аналогичному документу. Монтаж и наладка должны выполняться специализированными пусконаладочными организациями.
- Указания по эксплуатации.
В процессе эксплуатации возникает необходимость в периодическом осмотре, регулировании, смазке и выполнении планово-предупредительных ремонтов электрооборудования.
Для надежной работы электрооборудования необходимо:
1) ежедневно проверять работу сигнальных ламп, блокировок, обеспечивающих безопасную эксплуатацию электрооборудования;
2) еженедельно проверять установку реле времени, работу цепей аварийного отключения;
3) ежемесячно проверять затяжку винтов крепления проводов и клемм электроаппаратов, удалять пыль с электрооборудования.
4) капитальные, средние и текущие ремонты, а также плановые осмотры электрооборудования проводятся одновременно с ремонтами и осмотрами станка.
5) при профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная чистка и, при необходимости, замена смазки. Перед набивкой смазки подшипники должны быть тщательно промыты бензином. Полости подшипников заполнять смазкой на 2/3 ее вместимости.
6. ВАКУУМНАЯ СИСТЕМА
Для создания вакуума в прессе используется автономный вакуумный насос.
Указания по монтажу и пуску вакуумного насоса. Иногда вакуумный насос может быть уже установлен на оборудование!
Распаковка.
Аккуратно открыв упаковочный ящик, выньте вакуумный насос, дополнительные приспособления и руководство по эксплуатации. Снимите упаковку, очистите поверхность насоса от пыли и остатков масла. Проверьте содержимое упаковочного ящика, согласно упаковочному листу.
Сборка и присоединение вакуумного насоса.
Сборка вакуумного насоса производится в чистом, проветриваемом, хорошо освещенном помещении. Согласно особенностям эксплуатации насос должен быть установлен в помещении определенной площади, таким образом, будет удобно осуществлять текущий ремонт и техническое обслуживание.
Вакуумный насос может быть установлен на прочную горизонтальную поверхность, его установка не требует специальной подготовки основания пола. Если необходимо закрепить насос, можно прикрутить его к полу с помощью дополнительных болтов.
Подсоедините к прессу вакуумный насос через вакуумную гибкую трубку или фланец.
Вакуумные насосы могут подсоединяться к впускному отверстию с помощью гибкой трубки или с помощью фланца. Радиус трубки, подсоединяемой к откачиваемой емкости, не должен быть меньше радиуса впускного отверстия, трубка должна быть короткой, соединение должно быть маленьким, в противном случае, это может повлиять на скорость откачивания. Количество утечки воздуха через соединение воздухопровода должно быть минимальным.
Количество воздуха в откачиваемой емкости должно соответствовать скорости выкачивания.
Согласно идентификационной табличке электродвигателя, указывающей мощность напряжения и способ соединения, подсоедините насос к источнику электропитания. Следите, чтобы защитные приспособления и предохранители не перегружались, проверьте направление вращения двигателя, оно должно соответствовать направлению стрелки, указанной на насосе. При несоответствии направления вращения необходимо поменять местами два провода.
Снимите выпускную заглушку и установите выпускной колпачок, или снимите колпачок, расположенный на выпускном отверстии. Необходимо подсоединить охлаждающее устройство к источнику воды.
Во время установки не допускайте попадание металлической стружки и других посторонних предметов внутрь насоса.
Регулировка вакуумного насоса.
При первичной установке насоса сначала следует произвести однократный запуск. Во время запуска насос не должен сильно вибрировать и издавать специфические стуки, двигатель не должен превышать нагрузку, температура масла и предельное давление должно соответствовать техническим нормам.
Запустите электродвигатель 1-2 раза, проверьте, чтобы во время работы не было посторонних звуков и сильной вибрации, если таковых не выявлено, можно продолжать работу.
Внимательно следите за уровнем масла. Масло должно быть между двумя линиями, указывающими уровень масла, которые можно увидеть через смотровое стекло. Слишком большое количество масла может вызвать трудности при запуске насоса, выплеск масла и другие последствия. Недостаточное количество масла может влиять на объем вакуума. Если масла недостаточно, долейте его. Необходимо знать, что при длительном простое уровень масла в насосе падает в силу естественных причин, а после его непрерывной работы, уровень масла может снова подняться.
Указания по эксплуатации
Во время эксплуатации обращайте внимание на следующие пункты:
- Регулярно проверяйте уровень масла.
- После запуска насоса снова аккуратно откройте клапан.
- Регулярно проверяйте правильность вращения насоса, проверяйте, чтобы не было никаких посторонних звуков, двигатель не должен превышать установленной рабочей нагрузки.
- Следите, чтобы охлаждающая жидкость поступала без перебоев.
- Температура насоса не должна превышать + º40 С.
- Если после остановки насоса, необходимо, чтобы его температура упала до 5º С градусов и ниже, следует удалить охлаждающую жидкость в насосе.
Перечень характерных неисправностей в работе вакуумного насоса и методы их устранения приведены в таблице 7.
Таблица 7
| Неисправность | Причина | Метод устранения |
| 1. В системе нет вакуума | Неправильное направление вращения электродвигателя вакуумного насоса | Изменить направление вращения электродвигателя |
| 2. Уровень вакуума невысокий | Температура насоса слишком высокая Уровень масла слишком низкий, не достигает метки на смотровом стекле. Смешанный клапан не закрыт плотно и пропускает воздух. Качество масла испортилось. Большая утечка воздуха в насосе | Если температура выкачиваемого воздуха слишком высокая, необходимо сначала охладить воздух, а затем снова запустить его в насос. Если всасывающие части внутри цилиндра износились, следует их заменить. Если недостаточно охлаждающей жидкости(для насосов с водяным охлаждением) в насосе, необходимо открыть или добавить охлаждающую жидкость. Если части насоса установлены неверно, изнашиваются с одной стороны, необходимо проверить правильность установки и переустановить нужные части. Долить масло. Плотно закрыть клапан. Заменить масло. Необходимо со стороны выпускного колпачка добавить масла. Запустить большую порцию воздуха, запустить двигатель на несколько секунд, это позволит масляной емкости В равномерно распределить масло. |
| Пружина вращающейся пластины сломалась. Пластины клапана сломались. Герметичное кольцо герметичной масляной камеры износилось, или деформировалась резина. Длительное время эксплуатации насоса, большой износ, увеличение зазоров. Фильтр, расположенный на месте выпуска воздуха, засорился. | Заменить пружину. Заменить пластины. Заменить кольцо. Следует произвести текущий ремонт либо заменить изношенные детали. Снять фильтр и промыть. | |
| 3. Двигатель превышает рабочую нагрузку | Температура насоса слишком высокая. Произошло попадание металлической стружки или других механических предметов, что образует износ с одной стороны. Неверная установка, происходит износ с одной стороны или истирание. | Следуйте указаниям пункта 2. Произвести текущий ремонт и заменить изношенные детали. Необходимо произвести текущий ремонт и снова переустановить детали. |
| 4. На конце вала происходит утечка масла | Герметичное кольцо износилось или установлено неправильно. | Произвести замену или новую установку кольца. |
| 5. При запуске двигателя происходит выплеск масла | Уровень масла слишком высокий. Заградительная масляная сетка снизу выпускной крышки перевернулась. | Вылить порцию масла. Снова установить ее. Нижняя часть сетки должна быть направлена вниз. |
| 6. На концах происходит утечка масла | Так как поверхность переднего и заднего конца разбита неравномерно, плиты на концах не закреплены | Следует выровнять концы и закрепить их. |
7. ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке пресса сначала снимают верхний щит упаковочного ящика, а затем - боковые щиты. Необходимо следить за тем, чтобы не повредить механизмы распаковочным инструментом.
После вскрытия упаковки следует проверить наружное состояние узлов и деталей пресса, наличие принадлежностей и других материалов согласно упаковочному листу.
Транспортировка
При транспортировании пресса в распакованном виде необходимо предохранять отдельные выступающие части и их облицовку от повреждения канатом, для чего следует в соответствующих местах установить под канаты деревянные прокладки.
Транспортировка пресса, как в упаковочном ящике, так и без тары должна осуществляться только специально обученным и аттестованным персоналом при выполнении соответствующих требований техники безопасности. Необходимая информация по весу пресса и его центровке указана на упаковочном ящике.
Используемые для подъема пресса и его транспортировки к месту монтажа кран или автопогрузчик должны иметь необходимую грузоподъемность и аттестованные стальные стропы или ремни.
Во избежание повреждения пресса стальные тросы и элементы конструкции станка должны быть разделены через деревянные прокладки. Аккуратно поднять пресс, при необходимости с помощью дополнительных деревянных прокладок обеспечить горизонтальность и баланс пресс, исключив его раскачивание во время транспортировки.
Перед установкой пресса необходимо тщательно очистить его от антикоррозийных покрытий, нанесенных на открытые, а также закрытые кожухами и щитками обработанные поверхности и во избежание коррозии покрыть тонким слоем масла И-3А ГОСТ 20799-75.
Предварительная очистка производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными в керосине или уайт-спирите, затем протереть поверхности насухо.
Монтаж пресса
Пресс устанавливается на фундаменте или бетонной подушке. Глубина залегания фундамента зависит от грунта, но должна быть не менее 150 мм.
Допускается установка пресса на виброопоры на массивных бетонных полах толщиной не менее 100 мм.
Поместить слесарный уровень на середину рабочего стола пресса последовательно в продольном и поперечном направлении. Выровнять пресс в горизонтальной плоскости с помощью подкладок и установочных болтов или другим способом до уровня + / - 0.1/1000 мм. После регулировки залить анкерные болты и зазор между станиной и фундаментом бетоном, а когда он схватится, протянуть болты(зависит от модификации пресса). После этого еще раз проверить горизонтальность рабочего стола уровнем. Затяжку гаек производить равномерно и плавно.
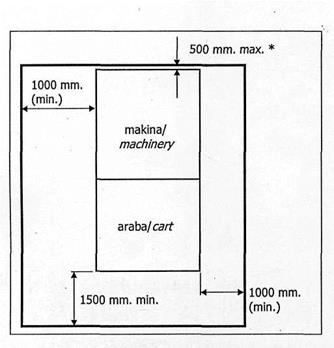
Рекомендуемое расположение пресса приведено на рисунке 3.
| |||
|
Подготовка к первоначальному пуску и первоначальный пуск
- Заземлить пресс, пульт и электрошкаф подключением к общей цеховой системе заземления.
- Подключить пресс к электросети, проверить соответствие напряжения сети и электрооборудования пресса.
- Выполнить указания, изложенные в разделах «Электрооборудование» и «Вакуумная система», относящиеся к пуску.
- Ознакомившись с назначением кнопок и рукояток управления, проверить на холостом ходу работу механизмов в наладочном режиме.
- Если первоначальный пуск будет производиться потребителем более чем через 2 месяца после отгрузки пресса, или длительного перерыва, или если пресс при транспортировке находился в условиях повышенной влажности, то перед пуском следует продержать пресс и электрошкаф 3-5 дней в сухом помещении для удаления влаги из изоляции электродвигателей.
- Для первоначального пуска необходимо:
- проверить надежность заземления и качество монтажа электрооборудования;
- отключить провода питания электродвигателя, включить вводной выключатель и кнопками на пульте проверить четкость срабатывания магнитных пускателей, реле и блокировок. После проверки подключить провода питания электродвигателя, обеспечив правильность его вращения.
8. ПОРЯДОК РАБОТЫ
ВНИМАНИЕ! При всех работах по наладке пресс должен быть отключен от сети.
Настройка и наладка пресса.
Настройка температурного контроля
На дисплее датчика температуры установить необходимую температуру нагрева рабочей камеры в зависимости от толщины пленки ПВХ.
Работа пресса
После установки показателей температуры на таймерах, можно приступить к работе.
Положите заготовку на рабочий стол, натяните пленку ПВХ. Необходимо обеспечить достаточно пространства между заготовками (обычно это – удвоенная толщина заготовки) во избежание растрескивания облицовочного материала ПВХ и образования отходов. Во время укрытия пленкой ПВХ избегайте царапания поверхности пленки острыми инструментами и заготовками.
Под заготовку необходимо подкладывать прокладку из древесины толщиной в заготовку. Размеры подкладываемой прокладки должны быть меньше заготовки на 20 мм по периметру, она должна быть плоской и прочной, в противном случае заготовка потрескается и сломается, что приведет к образованию отходов.
Закрыть раму и опустить нагреваемую крышку пресса, включить нагрев;
После прогрева пленки до установленной температуры (время нагрева 50-70 сек.), включить насос и открыть кран, чтобы запустить процесс вакуумного прессования;
По истечении установленного времени прессования (40-90 сек.) открыть нагреваемую крышку пресса и дать изделию остыть 3-5 минут;
Закрыть кран и выключить насос;
Цикл работы завершен.
Готовое изделие может быть убрано с рабочего стола.
9. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Причины возможных неисправностей и методы их устранения приведены в таблице 9.
Таблица 9
| Неисправность | Причина | Метод устранения |
| Нарушения в работе электрической схемы | Нарушены контакты в системе питания Перегорел плавки предохранитель Перегорел нагревательный элемент Не горят сигнальные лампы пульта управления | Подтянуть контакты, проверить заземление, подключить источник питания. После выяснения причины, заменить предохранитель. Заменить нагревательный элемент. Заменить сигнальные лампы. |
| Плохая абсорбция | Недостаточное время нагрева, абсорбция началась до того, как произошло размягчение пленки ПВХ Слишком длительное время нагрева, слишком сильное размягчение ПВХ на момент абсорбции, наличие воздуха в камере Вакуума недостаточно Слишком высокое давление в системе вакуума на начальном этапе абсорбции | Установите правильное время нагрева рабочей камеры. Устранить наличие воздуха в камере. Отрегулировать температуру нагрева. Проверить работу вакуумного насоса. Проверить вакуумную камеру на наличие повреждений. Проверить работу датчиков вакуума. Отрегулировать давление. |
| Плохое приклеивание пленки ПВХ | Клей не соответствует стандартам для данного материала Слишком сильно или слишком мало смазана поверхность заготовки Клей слишком сухой или слишком влажный | Заменить клей в соответствии с требованиями к облицовочному материалу. Произвести регулировку нанесения клея. Произвести регулировку концентрации клея |
| Разрушение пленки ПВХ | Разрушение пленки ПВХ при слишком низкой температуре нагрева Слишком высокая температура нагрева, длительное время нагрева Слишком большая толщина заготовки Острые края заготовки Нарушение транспортировки заготовок рабочим столом | Отрегулировать температуру нагрева. Отрегулировать параметры обработки Устанавливать заготовки в соответствии с технической характеристикой пресса. Исключить обработку заготовок с острыми краями. Ослабить или затянуть стальной трос перемещения рабочего стола. |
10. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
Прежде чем приступить к ремонту пресса, необходимо обязательно отключить его от сети поворотом вводного выключателя.
Для обеспечения четкости работы узлов пресса при разборке и сборке следует руководствоваться требованиями, изложенными в описании узлов настоящего руководства по эксплуатации.
ВНИМАНИЕ! После ремонта пресса тщательно проверить работоспособность электроблокировок.
11. ХРАНЕНИЕ
Категория условий хранения ГОСТ 15150-69:
· для внутренних поставок - 2;
Не допускается хранение пресса в упакованном виде свыше гарантийного срока службы без переконсервации - не более 6 месяцев.
Обеспечить аккуратное хранение инструмента и принадлежностей.
12. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ, СМАЗКЕ И РЕМОНТУ
· Пресс должен работать в сухом отапливаемом помещении, по пожароопасности класса П - I I по ПУЭ при температуре от +1°С до 35°С и относительной влажности 55...70%.
· Заготовки и материалы для облицовки, поступающие на пресс, должны соответствовать требованиям настоящего «Руководства по эксплуатации».
· Проведение технического обслуживания и ремонта должно проводиться в соответствии со структурой межремонтных циклов на основе руководящих материалов "Система технического обслуживания и ремонта деревообрабатывающего оборудования", Москва, 1987 г.
· Указания по эксплуатации электрооборудования и вакуумной системы изложены в соответствующих разделах "Руководства по эксплуатации".
· Для обеспечения длительной, безотказной и точной работы станка, прежде всего, необходимо тщательно проводить его ежедневное обслуживание. По окончании каждой рабочей смены следует тщательно очищать пресс от грязи и стружки, удалять пыль с движущихся и вращающихся деталей. Ежедневно следует проверять состояние смазки трущихся деталей, при недостатке смазки необходимо своевременно ее пополнять.
Регулярный текущий ремонт.
· Вакуумный насос следует регулярно очищать, на его поверхности не должны находиться посторонние предметы.
· Обращайте внимание на натяжение ремня, производите его регулировку каждые полгода.
· Своевременно устраняйте причины утечки воздуха в местах соединения.
Периодическое техническое обслуживание и ремонт.
· Каждые три месяца или полгода работы вакуумного насоса необходимо менять масло. Если насос эксплуатируется в зоне повышенной влажности, в сезон повышенной влажности либо, если насос применяется для выкачивания сильно загрязненных газов, следует сокращать сроки замены масла в зависимости от сложившихся условий.
· Очищайте вакуумную систему насоса. Поднимите один конец подкладки нижнего основания, откройте масляную заглушку, выпустите масло, запустите вакуумный насос, закройте выпускное отверстие, что позволит загрязненному маслу в полости полностью вытечь из выводного масляного отверстия. Снова налейте масло через впускное отверстие, произведите 5-10 вращений и более, чтобы очистить внутреннюю часть насоса, повторите эту операцию 3-5 раз, после очистки и замены масла, снова установите масляную заглушку. Выровняйте насос, со стороны впускного отверстия и выпускного отверстия налейте масло.
· Во время замены масла не следует запускать двигатель на длительное время. В противном случае пластина выпускного клапана может биться слишком сильно и ослабиться.
· Во время очистки насоса запрещено использовать керосин, бензин, спирт и другие жидкости.
ВНИМАНИЕ: Нагревательные элементы (лампы кгт) являются комплектующими и гарантийные обязательства на них не распространяются.
Пресс обслуживает один оператор.
Функции, выполняемые оператором, обслуживающим пресс:
· оператор производит загрузку заготовок на пресс;
· осуществляет общее управление работой пресса;
· осуществляет выгрузку обработанных деталей и укладку их в стопу;
Руководство по эксплуатации пресса не отражает незначительных конструктивных изменений в станке, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, получаемой с ними.


