 2015-06-04
2015-06-04 649
649Наибольший объем имеют заготовки, получаемые из алюминиево-кремниевых, алюминиево-кремниево-медных и цинковых сплавов ЛИТЬЕМ ПОД ДАВЛЕНИЕМ. Развес отливаемых деталей до 12 кг. Производственная возможность до 1000 т/год.
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ позволяет изготавливать отливки из углеродистых, хромо-никелевых (нержавеющих) и жаропрочных сталей, сплавов на медной основе. Развес изготавливаемого литья до 3,5 кг. Внедрена технология оформления сложных внутренних поверхностей керамическими стержнями. Производственная возможность участка до 300 т/год.
ЛИТЬЕ В КОКИЛЬ (в металлическую форму) методом свободной заливки используется для получения сложных корпусных деталей из алюминиево-кремниевых сплавов с последующей термообработкой. Развес отливок до 8 кг. Производственная возможность до 300 т/год.
ТЕРМООБРАБОТКА металлов и сплавов осуществляется на всех заводах объединения. Кроме традиционных видов термообработки следует отметить такие виды, как:
—безокислительная закалка и отпуск деталей в среде диссоциированного аммиака;
—вакуумная термообработка;
—химико-термическая обработка.
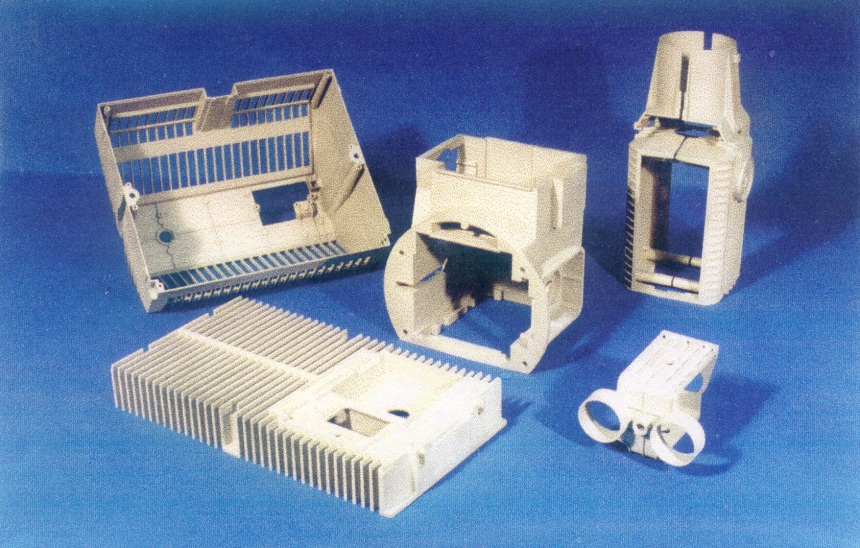
Образцы наиболее тонкостенных (1,5-2,5 мм) отливок из алюминиево-кремниевых сплавов размером до 900 мм, полученных литьем под давлением
Пример использования новых видов термообработки для улучшения качества тонкостенных деталей, показанных на снимке.
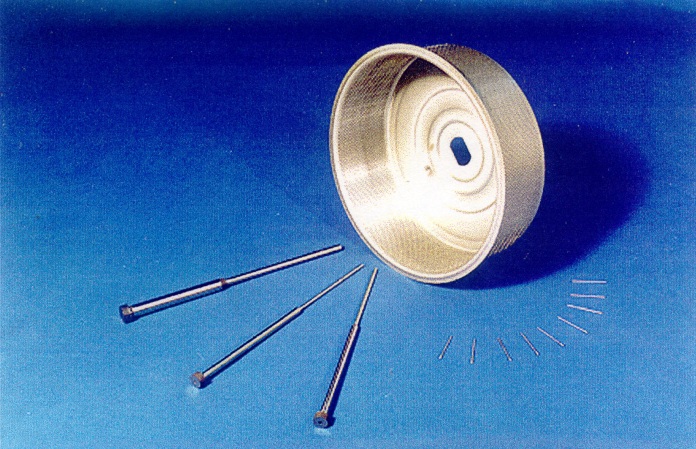
С целью получения оптимального комплекса свойств по упругости и вязкости за счет формирования промежуточной структуры, исключающей хрупкое разрушение, была использована изотермическая закалка в расплаве солей на основе калиевой селитры.
· ПЕРЕРАБОТКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ осуществляется методами литья под давлением и прессованием. Из перерабатываемых 24 материалов наибольшее распространение получили ударопрочный полистирол, АБС и поликарбонат. Развес деталей до 1 кг. Освоен технологический процесс изготовления оптических деталей из материалов тина полиметилметакрилат. Благодаря освоению новых видов пластмасс «Хостаформ» и «Фортрон» получены высокоточные полимерные детали (зубчатые колеса, рычаги, ползуны, решетки) с высокими антифрикционными характеристиками, стойкие к агрессивным средам, работоспособные в широком температурном диапазоне (от -45°С до +95°С).
Используя возможности оптической технологии на базе «Фортрона» создан беззазорный распределительный механизм газовых счетчиков.
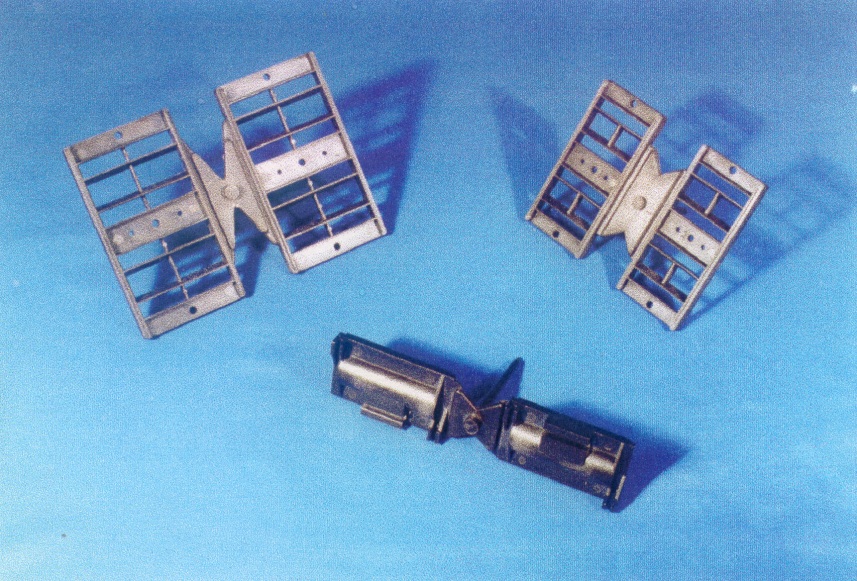
Детали из «Фортрона»
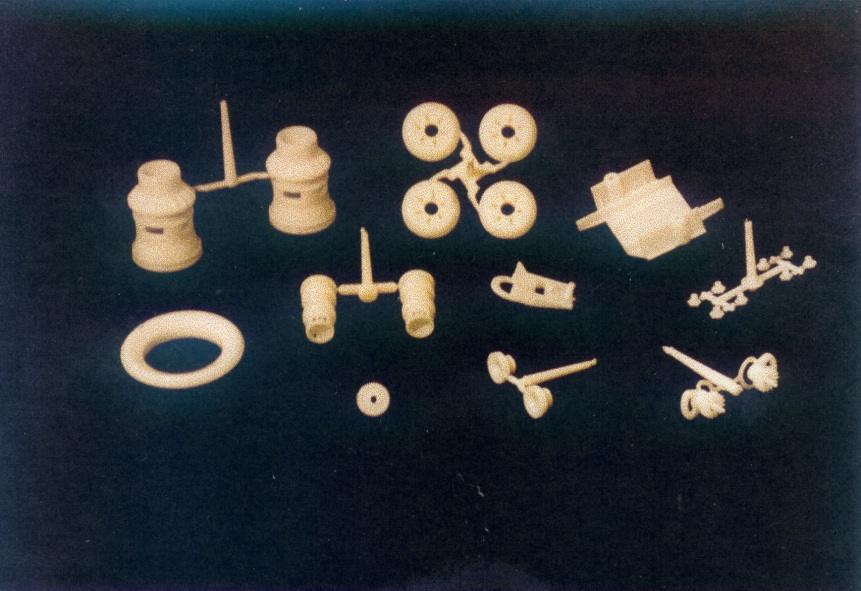
Детали из «Хостаформа»
· ШТАМПОВКА
Штамповочные операции выполняются на высокопроизводительных прессах-автоматах двойного действия усилием от 6,3 до 250 тонн, прессах чистовой вырубки.
Габариты деталей до 400´600 мм, точность размеров в пределах 8-10 квалитетов, шероховатость среза Ra=1,25-0,63.
Дополнительные виброхимические и галтовочные операции позволяют получить штамповочные детали без заусенцев со скругленными кромками и достигать шероховатости Ra=0,2-0,06.
· МЕХАНООБРАБАТЫВАЮЩЕЕ ПРОИЗВОДСТВО
Оборудование механообрабатывающего производства позволяет производить комплексную механическую обработку деталей с использованием универсальных, специализированных и специальных станков, в т.ч. с программным управлением и обрабатывающих центров, как в условиях мелкосерийного и единичного производств, так и крупносерийного. Материал обрабатываемых деталей—конструкционные, нержавеющие и жаропрочные стали, цветные металлы и их сплавы. титановые и магниевые сплавы.
• ВИДЫ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ:
—корпусные детали (корпуса, крышки, кронштейны, платы, кулачки и др.) с размерами от 100 мм до 1500 мм. Точность обрабатываемых поверхностей
6-7 квалитет, отклонение геометрической формы и расположения до 0,002 - 0,005 мм;
—высокоточные измерительные винты, плоские и круглые направляющие длиной до 1500 мм и диаметром до 200 мм, накопленная погрешность шага на длине 1000 мм до 0,015 мм, отклонение геометрической формы до 0,02 мм на всей длине.
• ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ КОЛЕСА, ЧЕРВЯКИ:
—цилиндрические зубчатые колеса (прямозубые и косозубые) с модулем от 0,2 до 3 мм и диаметром до 500 мм; степень точности 6-9;
—конические зубчатые колеса (с прямым и криволинейным зубом) с модулем от 0,5 до 2,5 мм и диаметром до 125 мм; степень точности 7-9;
—червячные колеса и червяки с модулем от 0,5 до 5 мм и диаметром до 500 мм, степень точности 6-9;
• АВТОМАТНЫЕ ДЕТАЛИ различной конфигурации диаметром от 0,5 до 60 мм.
• ДЕТАЛИ ГИРОСТАБИЛИЗИРУЮЩИХ УЗЛОВ диаметром до 100 мм.
При освоении изготовления деталей пневмоаппаратов для автомобилей МАЗ на заводе внедрен высокопроизводительный технологический процесс финишной обработки глухих и сквозных отверстий в деталях из литейных и деформируемых алюминиевых сплавов.
Обработка производится роликовыми раскатниками на вертикально-сверлильных станках.Характеристика обрабатываемой поверхности:
шероховатость: до раскатки - 0,8 Ка








