 2015-06-05
2015-06-05 6712
6712Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Для правки, гибки металла, для нанесения ударов по рубящим инструментам в мастерской должны присутствовать ударные инструменты -различные молотки.
Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50–200 г применяется при разметке; весом свыше 200 г – при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходиться по 30–40 г веса молотка, а крейцмейселя – по 80 г).
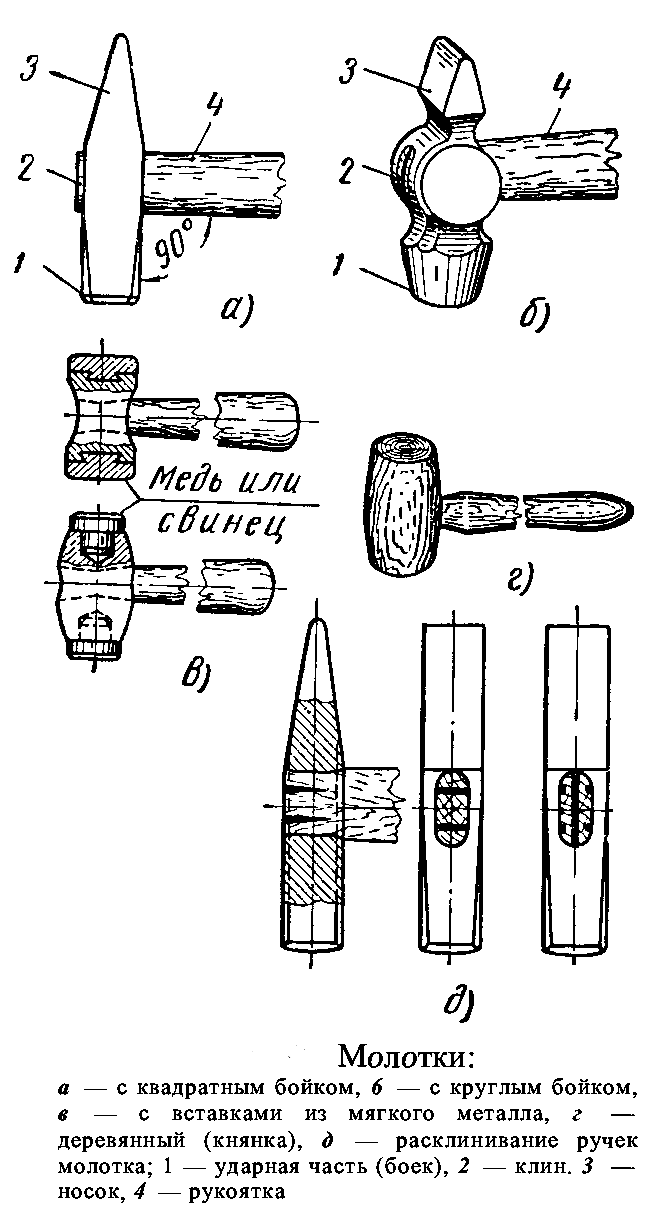
Слесарные молотки: а – молоток с круглым бойком; б – молоток с квадратным бойком.
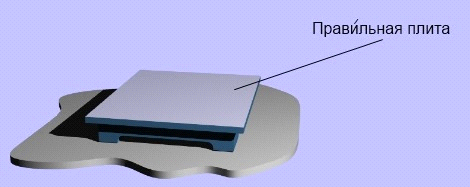
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400X400 мм до 1500Х Х3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
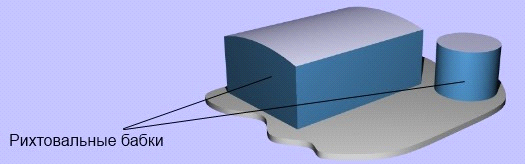
Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
Кроме молотков, применяются деревянные и металлические гладилки и поддержки.
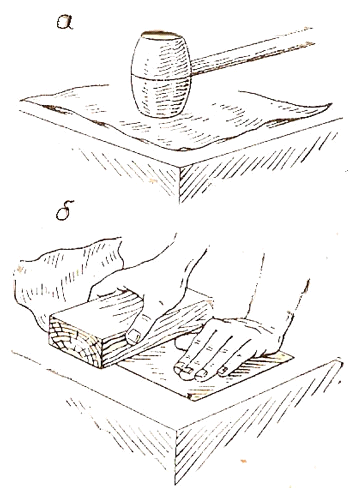
а- деревянный молоток; б- гладилка из твердых пород;
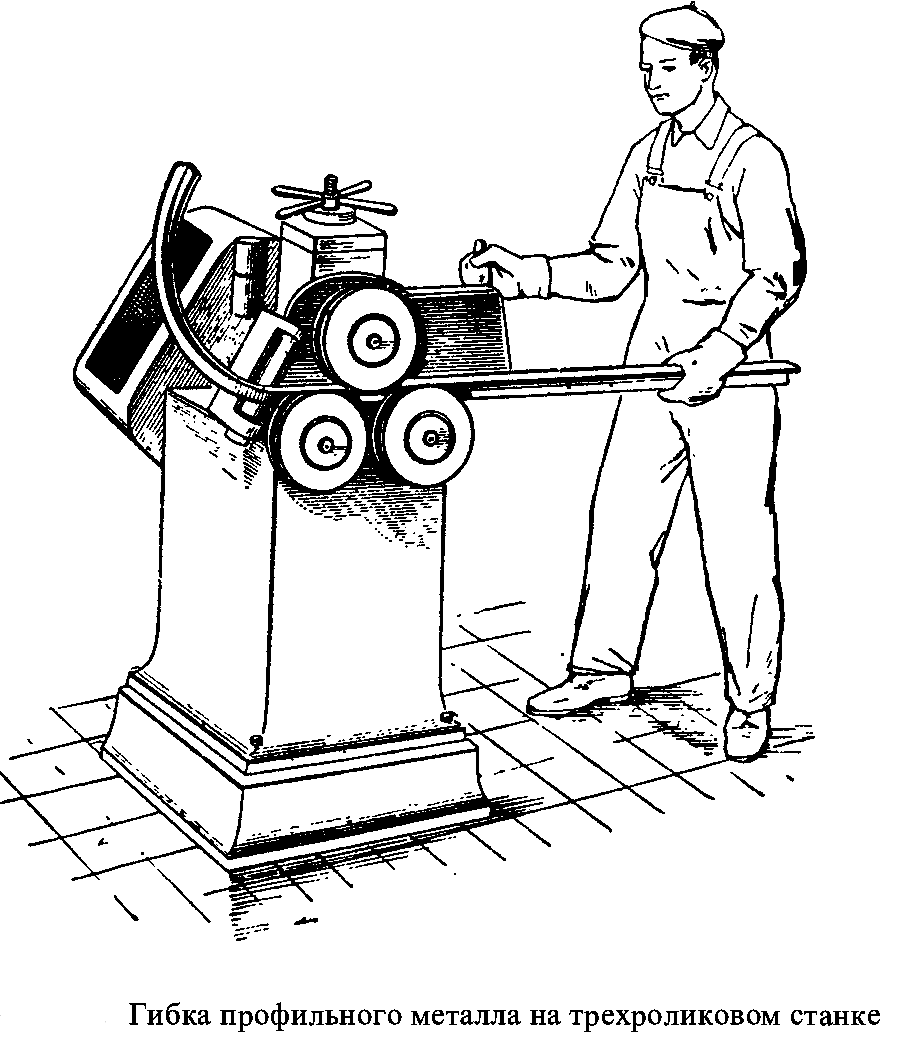
Так как ручная правка является малопроизводительной операцией и ее применяют при небольших партиях деталей. В основном на предприятиях применяется машинная правка, осуществляемая на правильных вальцах, прессах и специальных приспособлениях.
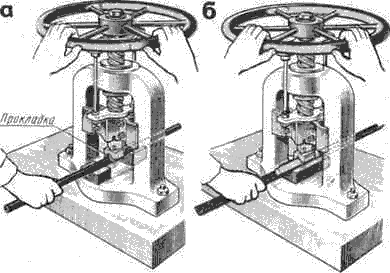
Правка на винтовом прессе: а — трубы, б — углового проката
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба.
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Металл круглого сечения можно править на плите или на наковальне. Если-пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться.
При правке закаленного листового металла наносят несильные, но частые удары носком молотка по направлению от вогнутости к ее краям. Верхние слои металла растягиваются, и деталь выпрямляется.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Техника безопасности при правке листового материала
1. Проверить исправность молотка:
а) надежно ли молоток насажен на ручку и прочно ли на ней закреплен;
б) не имеют ли бойки молотка выбоин или трещин.
2 При проверке стальных листов и изделий больших и средних толщин на руки обязательно надевать рукавицы во избежание пореза рук об острые края листа.








