 2015-06-05
2015-06-05 12838
12838Гибка металлов применяется для придания заготовке изогнутой формы согласно чертежу. Сущность ее заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть пластической. Только в этом случае заготовка сохранит приданную ей форму после снятия нагрузки.
Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений. Последовательность выполнения гибки зависит от размеров контура и материала заготовки.

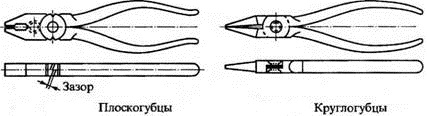
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Гибку тонкого листового металла производят киянкой. При использовании длягибки металлов различных оправок их форма должна соответствовать форме профиля детали с учетом деформации металла.
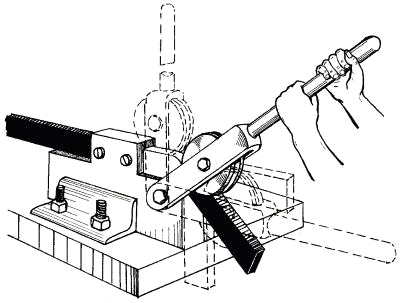
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление.
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
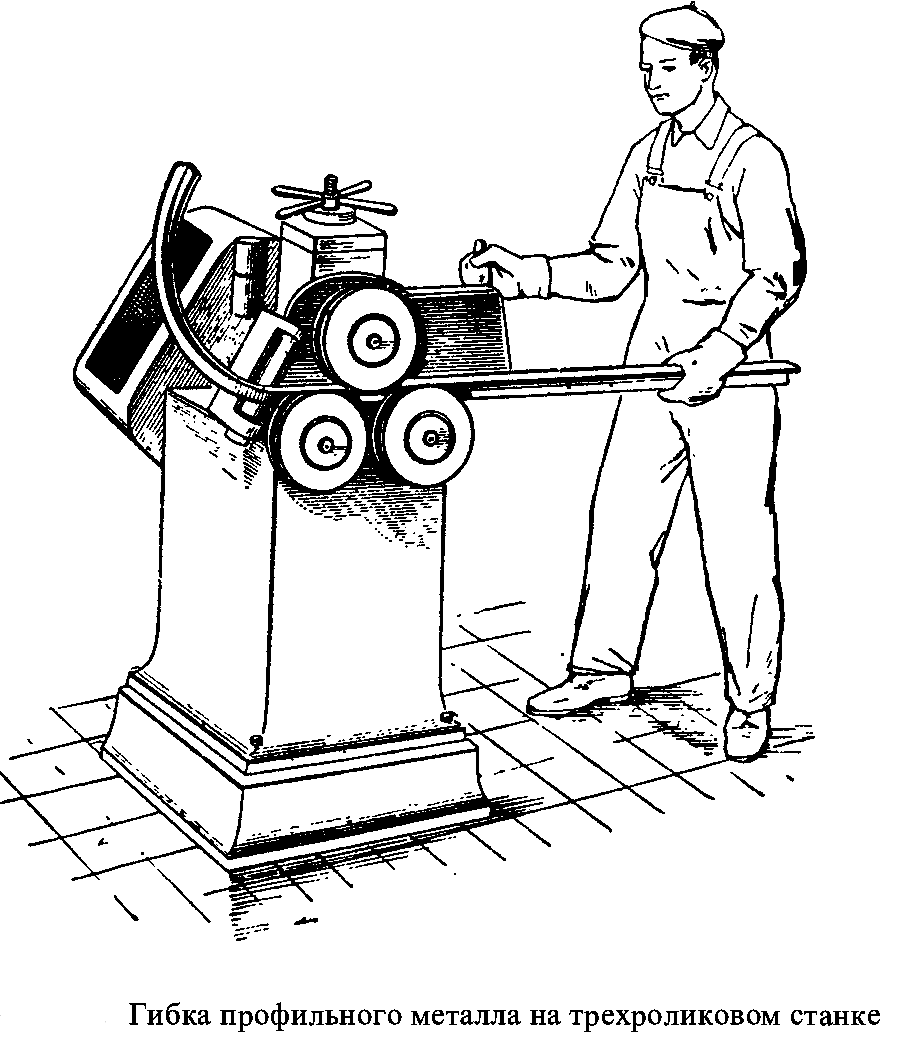
В производственных условиях гибка металла выполняется на гибочных и растяжных машинах различных конструкций.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки. Детали с малыми радиусами закруглений необходимо изготовлять из пластичных материалов или предварительно подвергать отжигу.
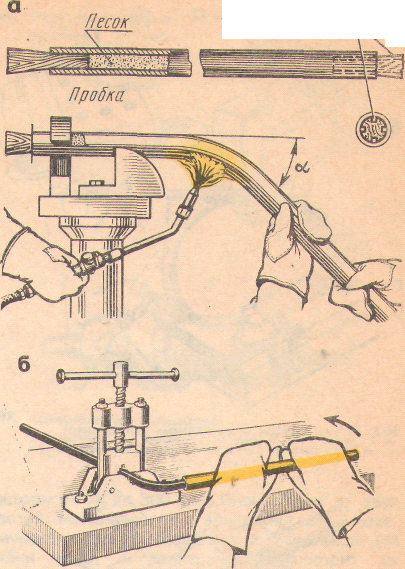
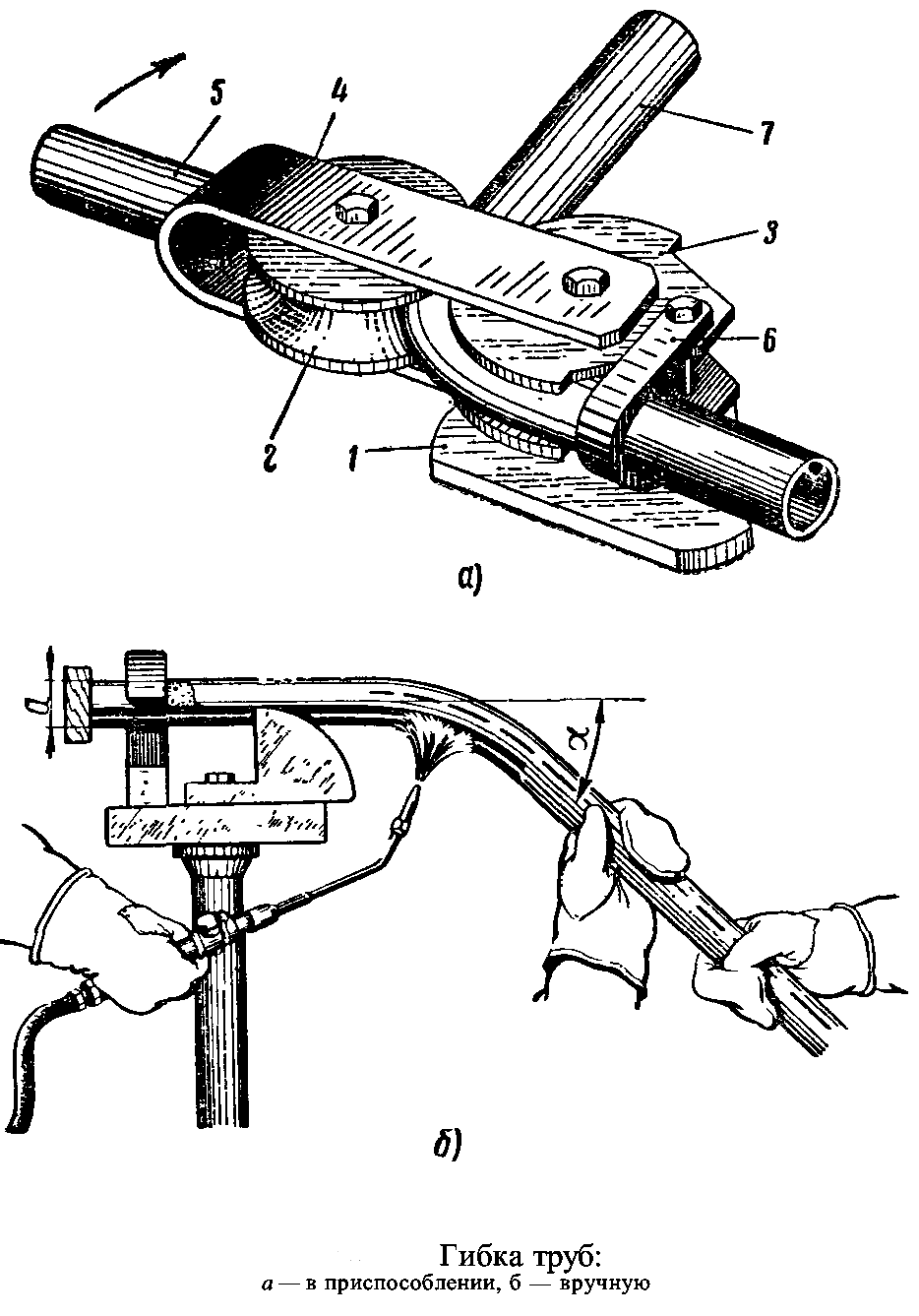
При изготовлении изделий иногда возникает необходимость в получении криволинейных участков труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные трубы, а также трубы из цветных металлов и сплавов.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Это зависит от материала трубы, ее диаметра и радиуса изгиба. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
Техника безопасности при гибке металла:
• Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
• Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
• Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
• Листы очищать только металлической щеткой, а затем ветошью или концами.
• Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
• Подсобный рабочий должен держать металл при правке только кузнечными клещами.
• При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
• При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.








