 2015-06-05
2015-06-05 417
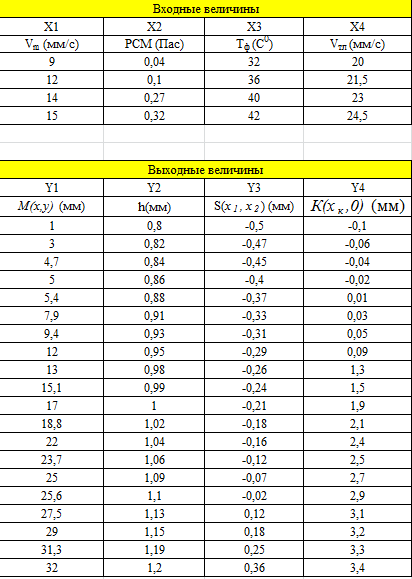
417К(хк,0) – координаты максимальной кривизны жгута после формования, т.е. изменение траектории жгута, характеризующая изменение его расстояния до точки касания конфетным жгутом транспортерной ленты (может изменяться в диапазоне от 0 до 35 мм);
h - высота конфетного жгута на выходе (изменение высоты конфетного жгута в рабочем режиме может изменяться от 0,8 до 1,2 мм);
S(х1, х2) – изменение удельной площади жгута, выходящего из матричного отверстия формующей машины (диапазон изменения удельной площади в рабочем режиме от -0,5 до 0,36  , т.е. размах составляет 0,86 );
, т.е. размах составляет 0,86 );
М(х,у) - расстояние от момента выхода до точки касания конфетного жгута транспортерной ленты, в рабочем режиме может изменяться в диапазоне от -1,0 до 2,4 мм, т.е. на 3,4 мм.
Изменение цвета (цвет) и шероховатость вдоль поверхности конфетного жгута (ТП) зависят больше от цвета рецептурных компонентов и реологических свойств конфетной массы, чем от динамических свойств процесса формования. В процессе проведения экспериментальных исследований эти параметры практически не изменялись. По этой причине они не анализировались при обработке экспериментальных данных и были исключены из состава выходных параметров.
Структурно-параметрическое моделирование систем [10] любой физической и социальной природы сводится к построению матриц взаимосвязей между сгруппированными параметрами состояния и цели отдельных функциональных блоков системы аналогично параметрической матрице смежности. При этом главной задачей является отыскание сопоставимых характеристик связей между параметрами состояния технологической системы с последующим построением ситуационной модели состояния системы с алгоритмизацией процедур его идентификации и прогнозирования.
На первом этапе характеристики связей между наблюдаемыми параметрами задаются экспертным путем с последующим уточнением в результате обработки статистических данных методами корреляционного и регрессионного анализа.
Исходные данные формируются в виде массива случайных наблюдений x(i,j). В нашем случае сюда входят:
X1 – скорость выхода конфетной массы из матричного отверстия Vm, мм/с;
X2 – реологические свойства помадных масс РСМ, Пас;
Х3 – температура помадной массы Тф, поступающей на формование, С0;
X4 – скорость транспортерной ленты Vтл, мм/с.
Предположим, что при проведении случайных измерений был получены следующие статистические данные (табл. 1) [5].
В таблице 1 приведен набор статистических данных, полученных в результате случайных измерений входных величин X и выходных Y.
Таблица 1
Определяем статистическую модель процесса формования помадных масс по методу Протодьяконова. То есть в общем виде получим зависимость:
Y=(M1+M2*X1-M3*X1^2)*(N1-N2*X2+N3*X2^2)*(P1+P2*X3-P3*X3^2)*(K1+K2*X4-K3*X4^2)/T^3,
где M1, M2, M3 - коэффициенты измерений по первому опыту (для квадратичной зависимости)
N1, N2, N3 - коэффициенты измерений по второму опыту (для квадратичной зависимости)
P1, P2, P3 - коэффициенты измерений по третьему опыту (для квадратичной зависимости)
K1, K2, K3 - коэффициенты измерений по четвертому опыту (для квадратичной зависимости)
X1, X2, X3, X4 – входные параметры для расчетов
Y1, Y2,Y3, Y4 – выходные параметры.
Для дальнейших расчётов и проведения анализов по каждому опыту составлялись уравнения Протодьяконова. Коэффициенты уравнений рассчитывались с использованием программы Method. Изначально, как приведено выше, задавали входные параметры процесса формования помадных масс.
Уравнения Протодьяконова для Y1,Y2,Y3,Y4.
Y1 =(28.94-6.15*X1+0.405*X1^2)*(19.301-18.29*X2+82.21*X2^2)*(18.569+0.145*X3-0.002*X3^2)*(22.05-1.099*X4+0.043*X4^2)/34,803
Y2 =(107.12-22.72*X1+1.14*X1^2)*(7.594-1.205*X2-0.181*X2^2)*(6.206+0.132*X3-0.002*X3^2)*(22.36-2.17*X4+0.066*X4^2)/34,803
Y3 =(-63.34+26.51*X1-2.31*X1^2)*(6.903+0.256*X2-0.063*X2^2)*(11.77-
2.24*X3+0.202*X3^2)*(4.633+0.282*X4+0.027*X4^2)/34,803
Y4 =(-59.907+25.102*X1-2.14*X1^2)*(7.942+0.329*X2-0.063*X2^2)*(13.42-2.33*X3+0.207*X3^2)*(6.063+0.2609*X4+0.027*X4^2)/34,803
Проведя корреляционный и регрессионный анализ четырех опытов с одинаковыми входными, но различными выходными параметрами (с использованием программы Method) рассчитали критерии оптимальности для W1,и W2. при помощи программ Eureka и Method и проанализировали полученные данные.
Составляем таблицы зависимости выходных параметров от разных входных переменных и получаем наглядные графики для их анализа:
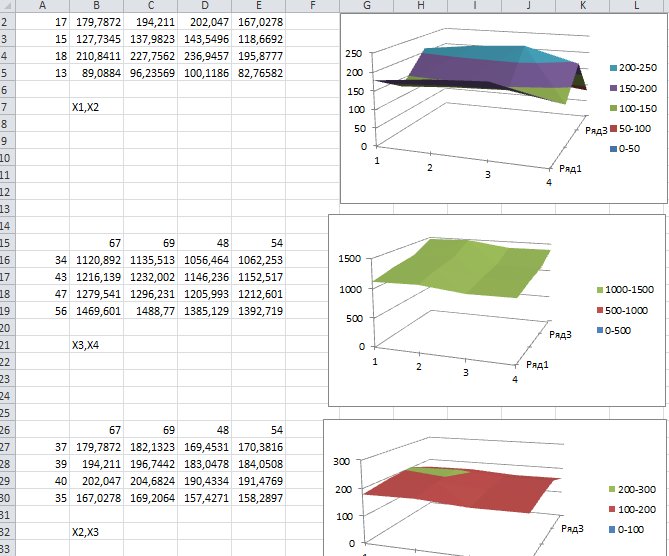
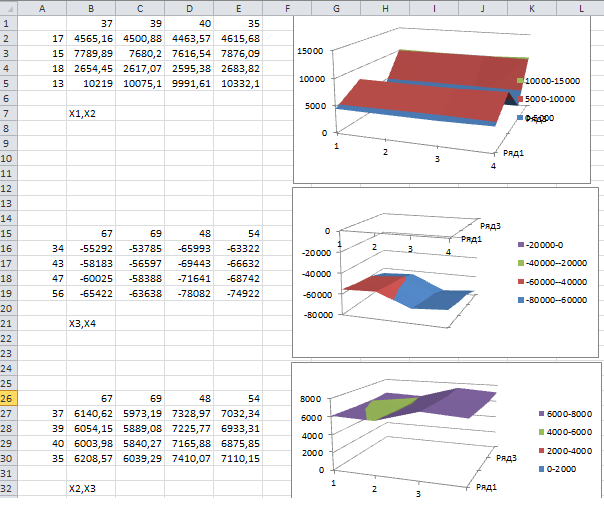
Приведенные графики наглядно демонстрируют экстремальные зависимости.
Обобщенные критерии оптимальности:








