 2015-06-05
2015-06-05 758
758Для контроля верхнего и нижнего предельных размеров детали используют калибры. Деталь признается годной, если проходная сторона калибра сопрягается с ней (проходит), а непроходная не сопрягается (не проходит). Проходным калибром является: для наружных размеров – это наибольший предельный размер, а для внутренних – наименьший предельный размер.
Правильно сконструированный калибр должен удовлетворять принципу Тэйлера, заключающемуся в том, что при контроле посадок проходной стороной калибра деталь проверяют на сопрягаемость с контрдеталью, а не проходной стороной деталь проверяют по действительным значениям всех ее отдельных друг от друга независимых параметров.
По назначению предельные калибры делят на рабочие (Р-ПР и Р-НЕ), приемные (П-ПР и П-НЕ) и контрольные (контркалибры К-РП, К-П, К-НЕ, К-И).
Рабочие калибры Р-ПР и Р-НЕ предназначены для контроля деталей (изделий) в процессе изготовления рабочими и контролерами.
Для контроля размеров валов используют гладкие предельные калибры-скобы. Конструктивные размеры листовых скоб с пластинками из твердого сплава в табл. (ГОСТ 16775-71, ГОСТ 16780-71), рис 4 (таблица5). Корпуса листовых скоб изготавливают, из конструкционной стали ГОСТ 1050-81, твердосплавные пластинки по ГОСТ 21125-75 и припаиваются к корпусу медью М3 или латунью Л68.
Таблица№5.
| Номинальный размер вала, d мм | Конструктивные размеры скобы, мм | |||||
| D | H | B | S | L | H | |
| Св 10,5 до 20,0 Св.20,0 до 30,0 Св.30,0 до 40,0 Св.40,0 до 50,0 Св.50,0 до 60,0 Св. 60,0 до 70,0 Св.70,0 до 85,0 Св. 85,0 до 100,0 |
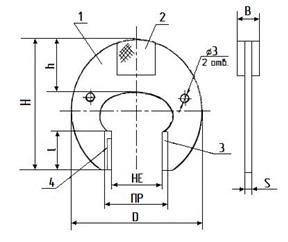
Рис 4.
Калибр-скоба листовая с пластинками из твердого сплава
1-скоба;
2-ручка-накладка ГОСТ 18369-73
3-пластина гладкая
4-пластина ступенчатая
Для контроля отверстий используют гладкие предельные калибры-пробки. Конструкция калибров-пробок двусторонних со вставками в таблице ГОСТ 14807-69…..ГОСТ 14821-69 и показана на рисунке 5, таблица 6.
Таблица №6
| Номинальные размеры отверстия, D мм | Конструктивные размеры, мм | ||||||||
| L | L1 | d | d1 | d2 | d3 | l | f | r | |
| Св.10 до 14 Св.14 до 18 Св.18 до 24 Св.24 до 30 Св.30 до 40 Св.40 до 50 Св. 50 до 60 | 5,5 7,5 10,5 14,5 | 15,5 18,5 21,5 23,5 | 1,6 |
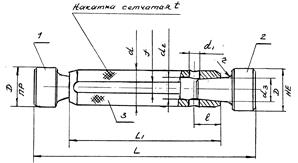 |
Рис 5. Калибр-пробка двусторонняя
1 – вставка проходная (ПР)
2 – вставка непроходная (НЕ)
3 – ручка
ГОСТ 24853-81 (СТ СЭВ 157-75) на гладкие предельные калибры устанавливает следующие допуски на изготовление:
Н – рабочих калибров-пробок для отверстий;
Н1 – рабочих калибров-скоб для валов;
Нр – контрольных калибров для скоб.
Для проходных калибров, которые в процессе контроля изготавливаются, кроме допуска на изготовление, предусматривает допуск на износ (у – для пробок и у1 – для скоб).
Исполнительные размеры калибров определяют по формулам, приведенным в табл.1 и 2 ГОСТ 24853-81.
Исполнительными называют предельные размеры калибра, по которым изготавливают новый калибр. Для определения этих размеров на чертеже калибра-скобы проставляют наименьший предельный размер с положительным отклонением; для калибра пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением, т.е. отклонение на чертеже проставляется в «тело» калибра, что обеспечивает максимум металла на изготовление и большую вероятность получения годных калибров.








