 2015-06-26
2015-06-26 4017
4017Поверхности деталей после обработки не являются идеально гладкими, т.к. режущие кромки инструментов (резцов, фрез, шлифовальных кругов) оставляют на поверхности следы в виде неровностей и гребешков близко расположенных друг к другу. Совокупность неровностей поверхности с относительно малыми шагами на базовой длине, образующими рельеф поверхности, называется шероховатостью поверхности.
Шероховатость поверхностей влияет на качественные показатели работы деталей. В подвижных посадках шероховатость приводит к преждевременному износу поверхностей, так как при работе деталей металлические гребешки истираются и смешиваясь с маслом, ускоряют изнашивание поверхностей. В неподвижных посадках недостаточная высота микронеровностей ослабляет прочность соединения, так как при запрессовке, гребешки сминаются и в соединении натяг становится меньше. Шероховатость поверхностей ухудшает герметичность соединений и противокоррозионную стойкость.
ГОСТ 2789-73 предусматривает шесть основных параметров шероховатости поверхности: три высотных (Ra, Rz, Rmax, два шаговых (S и Sm) и один по опорной длине профиля (tp).
Если провести среднюю линию в сечении гребешков (линия m на рис.10) и опустить перпендикуляры из отдельных точек профиля к этой средней линии, то сумма расстояний у1, у2 и т.д. (расстояния точек действительного (измеренного) профиля до его средней линии), деленная на количество n (количество измеренных расстояний), будет средним арифметическим допуском Ra профиля поверхности от средней линии: 
Числовое значение параметра Ra в мкм, используется для оценки шероховатости.
Для оценки шероховатости пользуются и вторым показателям -высотой неровностей Rz.
Чтобы определить Rz, параллельно средней линии m, ниже профиля поверхности проводят линию, и на нее опускают перпендикуляры из высших точек выступов и низших точек впадин (расстояния h1min, h1max и т.д.). За величину неровностей Rz принимают среднею величину между пятью высшими точками выступов и пятью низшими точками впадин:

Пять высших точек выступов и пять низших точек впадин берут в пределах, так называемой базовой длины, под которой понимают длину участка поверхности, принимаемую для измерения шероховатости.
Кроме параметров Ra и Rz, предусмотрена оценка наибольшей высоты профиля Rmax. По своему физическому смыслу Ra характеризует высоту всех неровностей профиля; Rz - - наибольших выступов и впадин, а Rmax – наибольшую высоту неровностей профиля. Числовые значения для Rmax установлены в пределах 160…0,02 мкм.
Шаговый параметр S характеризует средний шаг неровностей профиля по вершинам, Sm - средний шаг неровностей профиля по средней линии в пределах базовой длины.
Относительная опорная длина профиля tр характеризует сумму длин отрезков, отсекаемых от неровностей линией, параллельной линии m. Она определяется в % от Rmax и характеризует фактическую плотность контакта поверхности в сопряжении на заданном уровне сечения профиля. Числовые значения в стандарте приведены в процентах и выбираются из ряда 10,15,20,25,30,40,50,60,70,80,90%. Параметр tp рекомендуется задавать в чертежах при изнашивании трущихся поверхностей, обеспечении контактной плотности и герметичности.
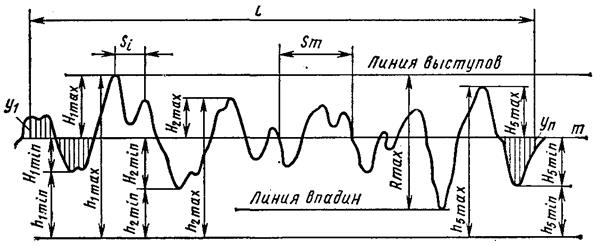
l - базовая длина; Si - шаг неровностей по вершинам профиля; Smi - шаг неровностей по средней линии;Rmax - наибольшая высота неровностей; tр - уровень сечения профиля для подсчета (в процентах от Rmax).
Рис.10. Профиль шероховатости поверхности
Таблица 5 - Числовые значения параметров шероховатости
| Среднее арифметическое отклонение профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| 8,0 | ||
| 2,5 | ||
| 2,5 | 0,8 | |
| 1,25 | 6,3 | |
| 0,63 | 3,2 | |
| 0,32 | 1,6 | 0,25 |
| 0,16 | 0,8 | |
| 0,08 | 0,4 | |
| 0,04 | 0,2 | |
| 0,02 | 0,1 | 0,08 |
При выборе параметров Ra и Rz следует иметь в виду, что Ra дает более полную оценку шероховатости.

