 2015-06-24
2015-06-24 1459
1459Рассмотрим следующую модель испытаний изделий на надежность. В начале испытаний имеется N0 изделий, а испытания продолжаются до тех пор, пока все изделия не выйдут из строя (в этом случае отказавшие изделия не заменяются и не ремонтируются).
Наиболее часто используемым критерием надежности является вероятность безотказной работы или вероятность того, что в заданном интервале времени отказы отсутствуют, т.е. R(t) = Prob (T > t), где Т- время работы изделия от включения до отказа.
Вероятность безотказной работы можно определить, проведя статистические испытания. В начале испытаний количество изделий ровно N0. В процессе эксплуатации изделия выходят из строя. Вероятность безотказной работы (статистическая оценка)
 |
где n(t) - числа отказавших изделий за время t.
При большом N0 оценка ˉR(t) практически совпадает с вероятностью R(t).
Как должна выглядеть кривая R(t)? Очевидно, что функция R(t) не может быть возрастающей (как правило, она убывающая). По физическим соображениям функция R(t) должна иметь конечную по величине первую производную в точке t = 0. Очевидно также, что рано или поздно любое изделие выходит из строя (пусть это будет момент t\). Тогда R(t) = 0, при t > t1. При практическом определении надежности безотказной работы «надежного» изделия требуются большие затраты времени, если изделие испытывается при нормальных условиях эксплуатации. В таких случаях изделия испытывают под воздействием повышенных нагрузок (например, более высокой температуре, увеличенных мощностях рассеяния и т.п.). При этом можно получить характеристики надежности, если известно влияние повышенных нагрузок на показатели R(t) для нормальных нагрузок. О надежности изделий при повышенных нагрузках будет сказано позднее.
Часто вместо функции R(t) для определения надежности используют величину
F(t) = 1 - R(t), т.е. вероятность выхода из строя изделия или вероятность отказа изделия. Очевидно, что F(t) - неубывающая функция времени.
Важным и очень распространенным является показатель интенсивности отказов - отношение числа отказавших изделий n( Δ t) в интервале (t1 – Δ t /2, t1 + Δ t /2) к среднему числу работающих Nср в данном интервале времени:
 |
где Ncp=(Ni + Ni+1)/2. Здесь Ni - число работающих изделий в начале интервалаΔ t, а Ni+1 - число работающих изделий в конце того же интервала времени.
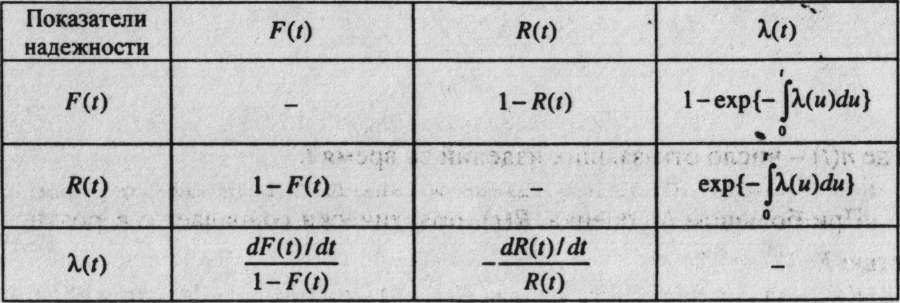
В табл. 1 показана связь между этими тремя показателями надежности [2].
Таблица 1
 |
 Часто используется понятие средней наработки изделия до отказа:
Часто используется понятие средней наработки изделия до отказа:
При этом предполагается, что R(0) = 1 и R(¥) = 0.
 Если эту величину определить по результатам статистических испытаний, то
Если эту величину определить по результатам статистических испытаний, то
где ti - время безотказной работы i -гo изделия.
Для многих отдельных изделий зависимости R(t) и l(t) имеют вид, показанный на рис.6 Интервал времени 0…ti характеризуется относительно большим числом отказов, связанных с тем, что при производстве изделий были допущены некоторые незамеченные дефекты. Этот период времени называют периодом приработки.
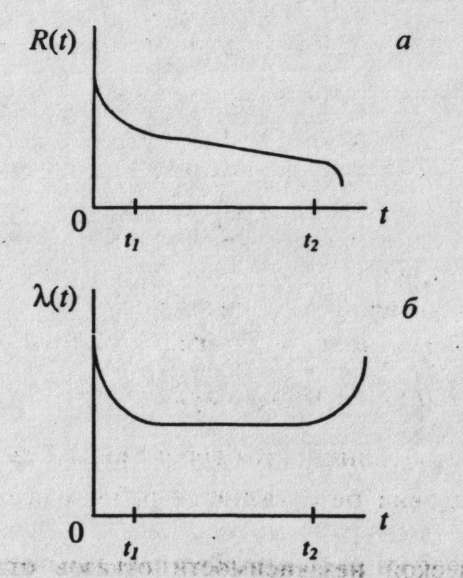
Рис.6 Зависимость вероятности безотказной работы (а)
и интенсивности отказов (б) от времени
Второй период времени t1…t2 характеризуется постоянной величиной l. Это - период нормального функционирования изделия. В справочной литературе по надежности указывается именно это значение l.
Наконец, третий период времени t > t2 характеризуется увеличением числа отказов, вызванных износом и старением изделий.
Из рассмотренных зависимостей можно сделать два практических вывода:
1) изделия до постановки его в систему желательно эксплуатировать некоторое время на стенде, чтобы выявить дефекты изготовления;
2) после достижения момента t2 следует заменить данную деталь (изделие) на новую, даже если она пока функционирует нормально.
Для повышения надежности технических средств существует два пути. Во-первых, это повышение культуры производства, поэтапный контроль качества и т.п.; во-вторых, применение так называемого резервирования, т.е. установка вместо одного нескольких изделий для замены отказавших.

